35
4.1.1 Kaasuletkun liittäminen
Kaasupullo tulee olla varustettuna paineensäätimellä ja vir-
tausmittarilla.
Mikäli kaasupullo sijoitetaan kuljetuskärrylle ( Art. 1441) tulee
se kiinnittää kärryssä oleviin pullonpitimiin niissä olevilla kiin-
nitysketjuilla.
Kiinnitä paineensäätimestä tuleva kaasuletku hitsauskoneen
takapanelissa olevaan letkuliittimeen vasta sen jälkeen kun
olet kiinnittänyt kaasupullon tukevasti pullotelineeseen.
Säädä kaasun virtaus niin, että se on noin 8 - 10 l/min.
4.2 HITSAUKSEN ALOITUS
Käytettäessä Pull-2000 tai Spool-Gun poltinta, noudata
niiden mukana tulevia käyttöohjeita.
• Liitä maadoituspuristin työkappaleeseen.
• Käännä kytkin U asentoon I.
• Poista polttimesta kaasusuutin.
• Irrota virtasuutin.
• Pujota hitsauslanka polttimen langanjohtimeen ja varmista,
että lanka tulee syöttöpyörien uriin ja että syöttöpyörät on
oikeassa asemassaan.
• Paina polttimen kytkintä kunnes hitsauslanka tulee ulos
polttimesta.
• Varoitus: Älä suuntaa poltinta kasvojasi kohti kun
syötät lankaa polttimeen.
• Varmista, että virtasuutin vastaa käytettävää lankakokoa ja
ruuvaa se kiinni polttimeen.
• Kiinnitä kaasusuutin polttimeen.
4.3 TERÄSTEN HITSAUS
Teräksiä hitsattaessa tule seuraavat seikat huomioida:
4.3.1 Käytettäessä suojakaasua
• Käytä seoskaasua , tavallisesti ARGON + CO2, seosta
jossa on vähintäin 75 % .Argonia Tämä seos takka, että hit-
sauspalko liittyy hyvin hitsattavaan kappaleeseen.
Käyttämällä puhdasta C02 suojakaasua jää hitsauspalko
kapeaksi ja tunkeuma tulee suuremmaksi, mutta roiskeiden
määrä kasvaa huomattavaksi.
• Käytä hitsauslankaa joka on laadultaan vähintäin saman
tasoista kun hitsattava kappale.
Käytä vain hyvälaatuista hitsauslankaa, ruosteiset ja huonot
hitsauslangat aiheuttaa puutteellisen ja huonon hitsaustu-
loksen.
• Vältä ruosteisten, öljyisten ja rasvaisten kappaleiden hit-
saamista.
4.3.2 Hitsaus ilman suojakaasua
Kunnollisen hitsaustuloksen takaamiseksi, suorita hitsaus
aina niin, että etenet vasemmalta oikealle tai ylhäältä alas.
Käytä Ø 0,9 mm täytelankaa Art. 1586 tai Art. 1587.
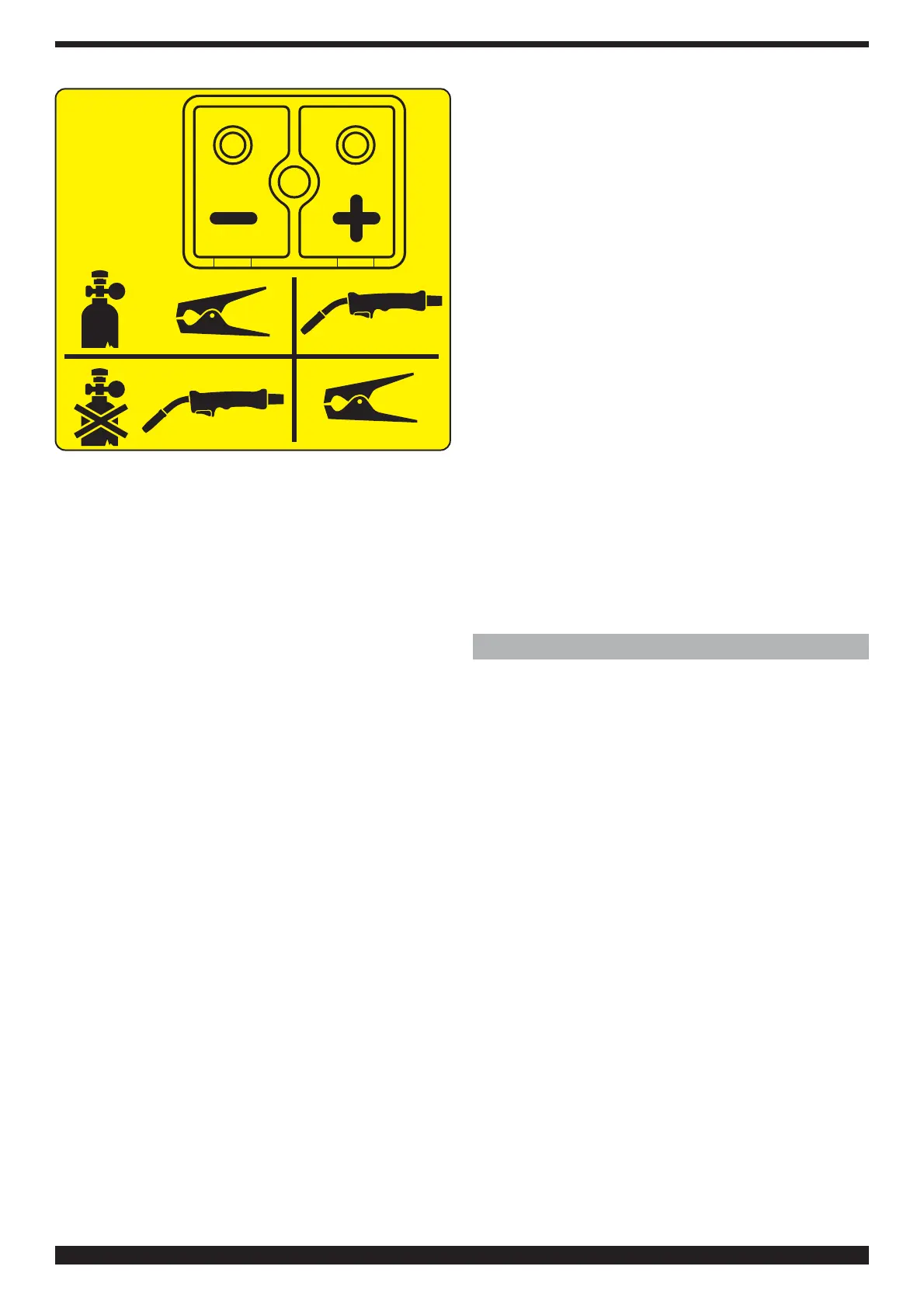
Polttimen tulee olla kytkettynä (-) napaan.
4.4 RUOSTUMATTOMAN TERÄKSEN HITSAUS
Hitsattaessa 300-sarjan ruostumattomia teräksiä tulee
suojakaasuna käyttää ARGONIA johon on lisätty pieni
määrä O2:ta ta CO2:ta ( noin 2%) , jolloin valokaaresta saa-
daan vakaa.
Älä koske käsilläsi hitsauslankaan. On tärkeää pitää koko hit-
sausalue puhtaana, että epäpuhtauksien pääsy hitsiliitok-
seen voidaan estää.
4.5 ALUMIININ HITSAUS
Hitsattaessa alumiinia tule käyttää:
• Suojakaasuna puhdasta ARGONIA
• Hitsauslankaa joka materiaaliltaan vastaa hitsattavaa kap-
paletta.
• Käytä hiomalaikkaa tai harjaa joka on tarkoitettu alumiinil-
le, älä käytä niitä muille materiaaleille.
• Hitsattaessa alumiinia tulee polttimina käyttää:
PULL 2000 Art. 1561 tai SPOOL-GUN Art. 1562 poltinta ja
välikaapelia Art. 1196.
5. HITSAUSVIRHEET
1. HITSAUSVIRHE - Huokosia hitsin ulko- tai sisäpuo
lella
• Elektrodilla puutteellinen koske
tus ( ruosteinen pinta)
• Suojakaasu puuttuu
- alhainen kaasun virtaus
- viallinen virtausmittari
- CO2 suojakaasua ei ole esiläm-
mitetty, paineensäädin jäätynyt.
- viallinen magneettiventtiili
- virtasuutin tukkeutunut roiskeista
- kaasun ulostuloreiät tukkeutuneet
- hitsauspisteessä kova ilmavirtaus
2. HITSAUSVIRHE - Kutistushalkeamia
• Hitsauslanka tai työkappale on
likainen tai ruosteinen.
• Hitsauspalko liian pieni
• Hitsauspalko kovera
•Tunkeuma liian syvä
3. HITSAUSVIRHE - Sivuhalkeamia
• Hitsauksen eteneminen liian
nopea
•Liian alhainen hitsausvirta ja
korkea kaarijännite
4. HITSAUSVIRHE - Liikaa roiskeita
• liian korkea kaarijännite
•Väärä induktanssi CO2 suojakaa-
sua ei ole esilämmitetty
 Loading...
Loading...









