Manual 0-5406 6-11 OPERATION
6.20 Welding Problems
Description Possible Cause Remedy
1 Gas pockets or voids in weld metal
(Porosity)
A Electrodes are damp A Dry electrodes before use
B Welding current is too high B Reduce welding current
C Surface impurities such as
oil, grease, paint, etc
C Clean joint before welding
2 Crack occurring in weld metal soon
after solidification commences
A Rigidity of joint A Redesign to relieve weld joint
of severe stresses or use
crack resistance electrodes
B Insufficient throat thickness B Travel slightly slower to alloy
greater build-up in throat
C Cooling rate is too high C Preheat plate and cool slowly
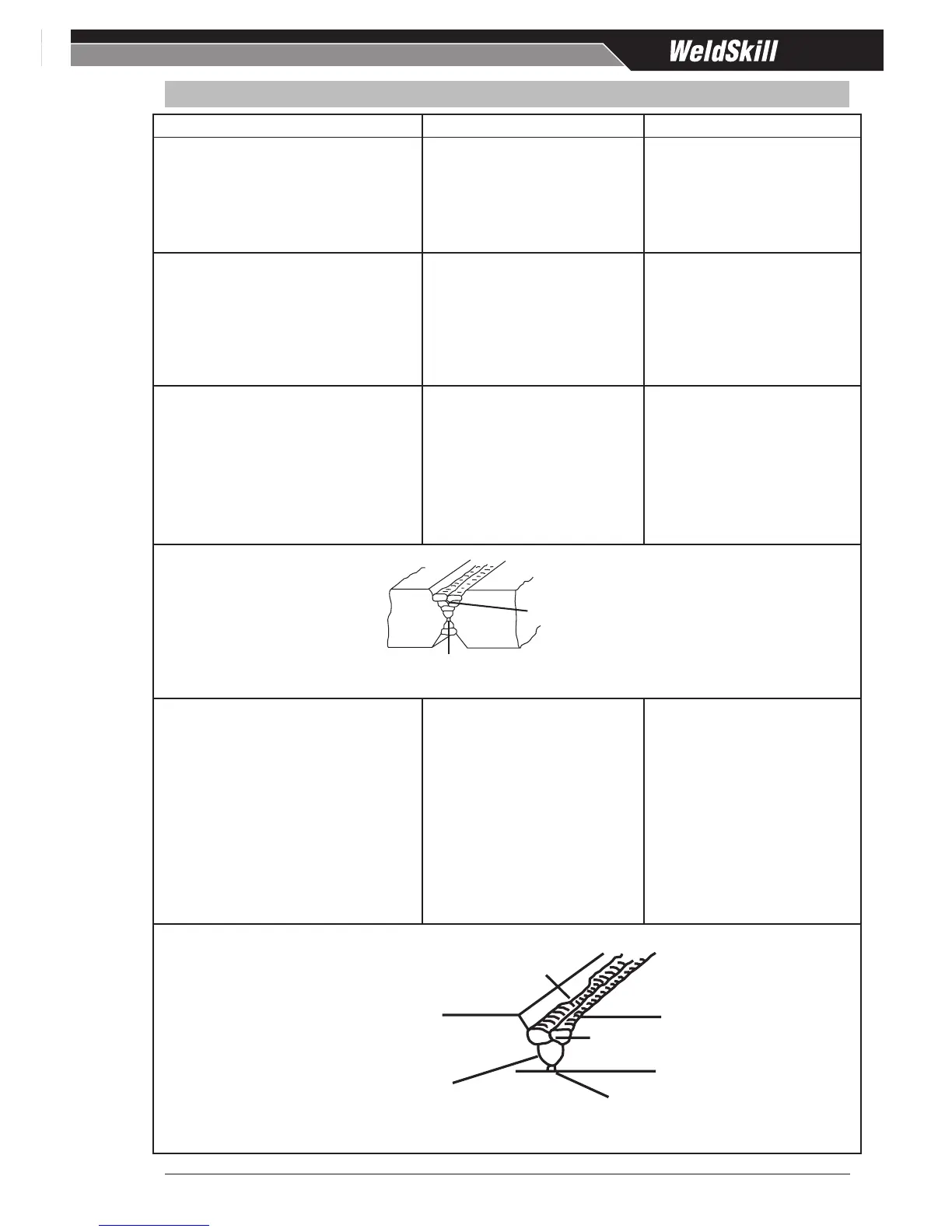
3 A gap is left by failure of the weld
metal to fill the root of the weld
A Welding current is too low A Increase welding current
B Electrode too large for joint B Use smaller diameter
electrode
C Insufficient gap C Allow wider gap
D Incorrect sequence D Use correct build-up
sequence
Figure 6-29: Example of Insufficient Gap or Incorrect Sequence
4 Portions of the weld run do not fuse
to the surface of the metal or edge of
the joint
A Small electrodes used on
heavy cold plate
A Use larger electrodes and
preheat the plate
B Welding current is too low B Increase welding current
C Wrong electrode angle C Adjust angle so the welding
arc is directed more into the
base metal
D Travel speed of electrode is
too high
D Reduce travel speed of
electrode
E Scale or dirt on joint surface E Clean surface before welding
Art # A-05867_AC
Lack of
inter-