MicroBlaster MB1000 Section 3: Using the MicroBlaster
Comco Inc. 3-3 Issue Date: July 2016
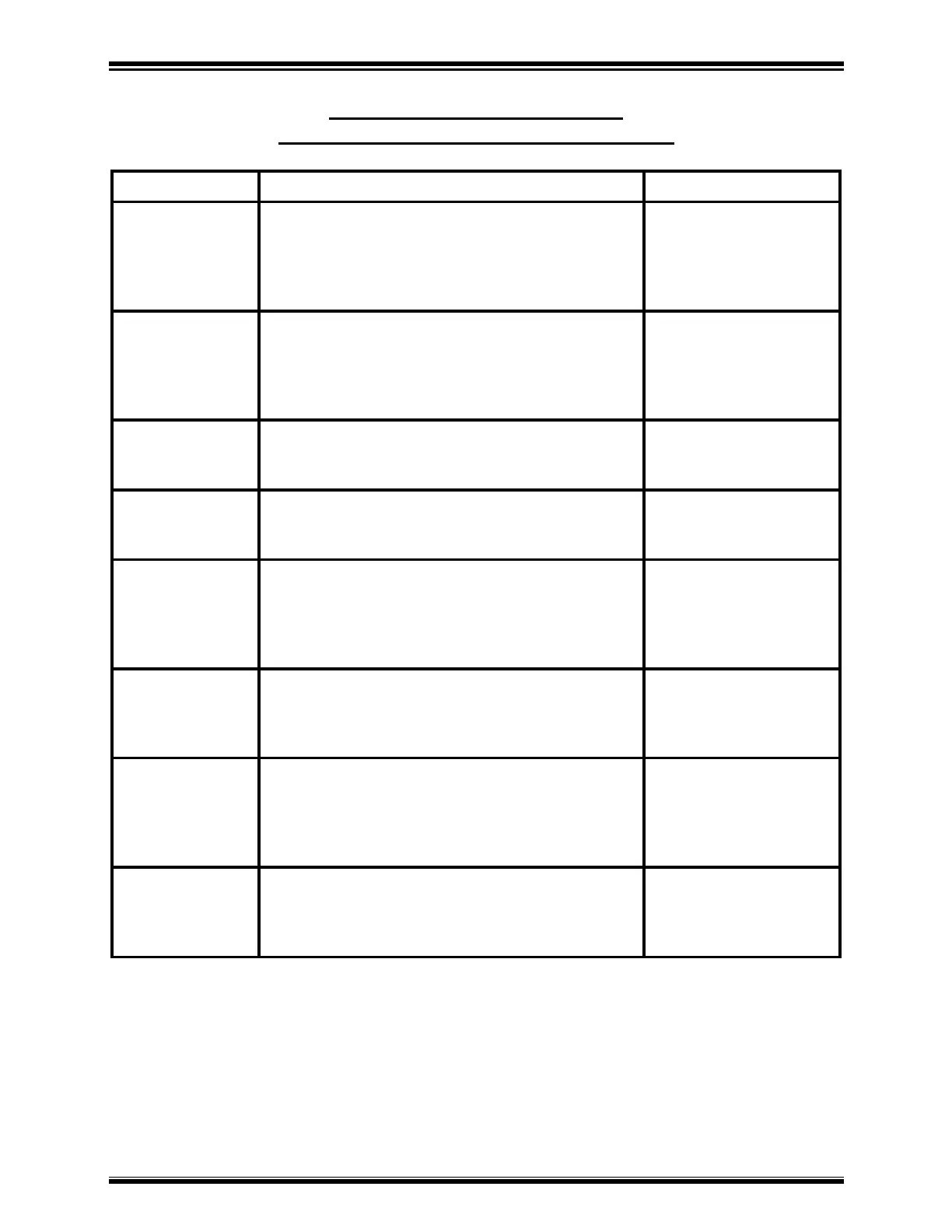
Table 3-1: General Summary
of Factors Affecting Abrasive Blasting
The abrasive you use has the most significant
impact on how well the unit works. Hardness,
sharpness, and particle size all affect cutting
speed. In general, the larger the particle size,
the faster the cutting or abrading will be.
See the information
under the Abrasive
Selection heading
within this section.
Other factors being equal, the amount of
powder flow is directly proportional to the size of
the powder orifice. The orifice should be sized
according to the abrasive used, so that a small
orifice is not used with large particles.
See the Tank Orifice
discussion within this
section.
Nozzles with larger openings produce larger
blast patterns, thus speeding up some blast
processes.
See the Nozzle Size
discussion within this
section.
The higher the pressure, the faster the work will
be abraded. Nozzles, hoses, and fittings also
wear out faster with higher pressures.
See the Air Pressure
heading within this
section.
The Distance
between the
nozzle and the
work
Up to a point, the closer the nozzle gets to the
work the faster the material will be removed
beneath the nozzle. A distance of about 5-8
times the nozzle diameter will generally remove
the maximum material.
See the Nozzle
Distance discussion
within this section.
The Angle of the
abrasive stream
to the work
Cutting rate will improve as the nozzle is tipped
at an angle relative to the surface of the
material. Tipping the nozzle also tends to work
better for cleaning a surface.
See the Angle of
Approach heading
within this section.
The Powder
Flow Adjustment
Fine adjustments in the amount of powder in the
air stream can be made with the powder flow
control knob on the front panel. Using less
powder and more air will speed up the cutting
action at close nozzle distances.
See the Powder Flow
Adjustment heading
within this section.
This is an optional device inserted into the
abrasive tank bypass tube that may be used to
increase abrasive flow, ultimately resulting in
faster cutting action.
See the Bypass
Orifice heading within
this section.