1.1 Liquid Transfer By Vapor
Differential Pressure
Corken LPG/NH
3
compressors are designed to transfer
liquefied gases such as butane/propane mixtures
(liquefied petroleum gas or LPG) and Anhydrous Ammonia
(NH
3
) from one tank to another. Liquefied gases such as
LPG and NH
3
are stored in closed containers where both
the liquid and vapor phases are present.
Figure 1.1A: Typical nameplate
(also serves as the packing adjusting screw cover)
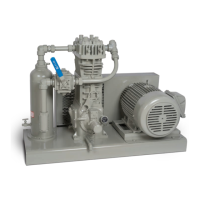
There is a piping connection between the vapor
sections of the storage tank and the tank being
unloaded, and there is a similar connection between
the liquid sections of the two tanks. If the connections
are opened, the liquid will seek its own level and
then flow will stop; however, by creating a pressure
in the tank being unloaded which is high enough
to overcome pipe friction and any static elevation
difference between the tanks, all the liquid will be
forced into the storage tank (see figure 1.1B). The
gas compressor accomplishes this by withdrawing
vapors from the storage tank, compressing them
and then discharging into the tank being unloaded.
This procedure slightly decreases the storage tank
pressure and increases the pressure in the other tank,
thereby causing the liquid to flow.
The process of compressing the gas also increases the
temperature, which aids in increasing the pressure in the
tank being unloaded.
1.2 Residual Vapor Recovery
The principle of residual vapor recovery is just the
opposite of liquid transfer. After the liquid has been
transferred, the four-way control valve (or alternate
valve manifolding) is reversed so that the vapors are
drawn from the tank just unloaded and discharged into
the receiving tank. Always discharge the recovered
vapors into the liquid section of the receiving tank.
This will allow the hot, compressed vapors to condense,
preventing an undesirable increase in tank pressure (see
figure 1.2A).
Residual vapor recovery is an essential part of the value
of a compressor. There is an economical limit to the
amount of vapors that should be recovered, however.
When the cost of operation equals the price of the
product being recovered, the operation should be
stopped. For most cases in LP-Gas and Anhydrous
Ammonia services, this point is reached in the summer
when the compressor inlet pressure is 40 to 50 psig
Figure 1.1B: Liquid transfer by vapor differential pressure.
Compressor reduces
pressure in storage tank
by removing vapor
Compressor increases
pressure in tank car by
adding vapor
Pressure difference between
tanks causes liquid to flow out of
the tank car into the storage tank
Four Way Valve Position 1
Vapor Line
Vapor Line
Liquid Line
5