12. Others/driving system
182
Crankshaft
Measurement of Crankshaft
1. Inspection and measurement
1) Visually inspect whether there is any crack or scratch on
the journal and pins of the crankshaft.
2) Perform the magnetic particle testing or the liquid pene-
trant testing (color check) to check the cracks on the
crankshaft. If cracks are found, replace the crankshaft
with a new one.
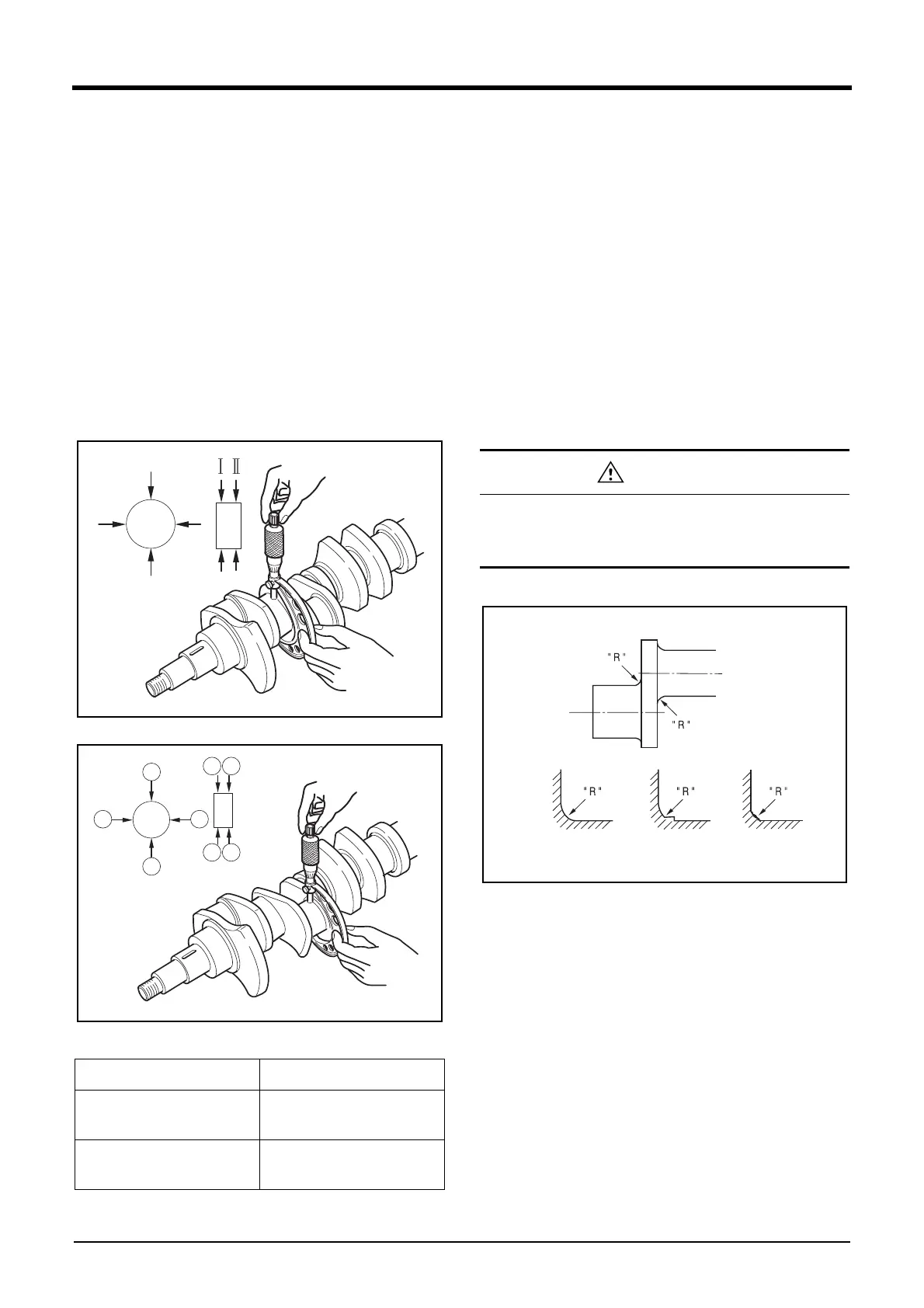
2. Measuring journal and pin diameter
1) Using an outer diameter micrometer, measure the crank-
shaft journals and pins toward the direction as shown in
the figure to determine the amount of wear.
DV2213147A
DV2213148A
2) If the amount of wear exceeds the tolerance limit, grind
the crankshaft and assemble an under-size bearing.
3) There are 5 kinds as below, and the crankshaft also can
be used by regrinding as below.
• Standard
• 0.10 (Inside diameter 0.10 mm less than standard)
• 0.25 (Inside diameter 0.25 mm less than standard)
• 0.50 (Inside diameter 0.50 mm less than standard)
• 0.75 (Inside diameter 0.75 mm less than standard)
• 1.00 (Inside diameter 1.00 mm less than standard)
4) “R” part standard value
• Crank pin "R": 3.5 ~ 4.0
• Crank journal "R": 3.5 ~ 4.0
DV2213149A_E
3. Warpage of crankshaft
1) Put the crankshaft on the V block.
2) Put the dial gauge on the surface plate and measure the
warpage of the crankshaft as spinning the crankshaft.
Item Standard
Crankshaft journal’s outer
diameter
Ø103.98 ~ Ø104.00mm
Crankshaft pin’s outer diam-
eter
Ø89.98 ~ Ø90.00mm
In case of crankshaft regrinding, the “R” part at the end
of bearing must accurately be ground without fail and
should avoid any processed jaw or coarse surface.
 Loading...
Loading...