Maintenance
- 72 -
* "R" parts specified value
(1) Crank pin's "R" : 4.5
(2) Crank Journal "R" : 4
CAUTION :
In case of regrinding, the grinding the "R" part of bearing end should be correctly done and
keep in mind to remove any jaws or coarse surface absolutely.
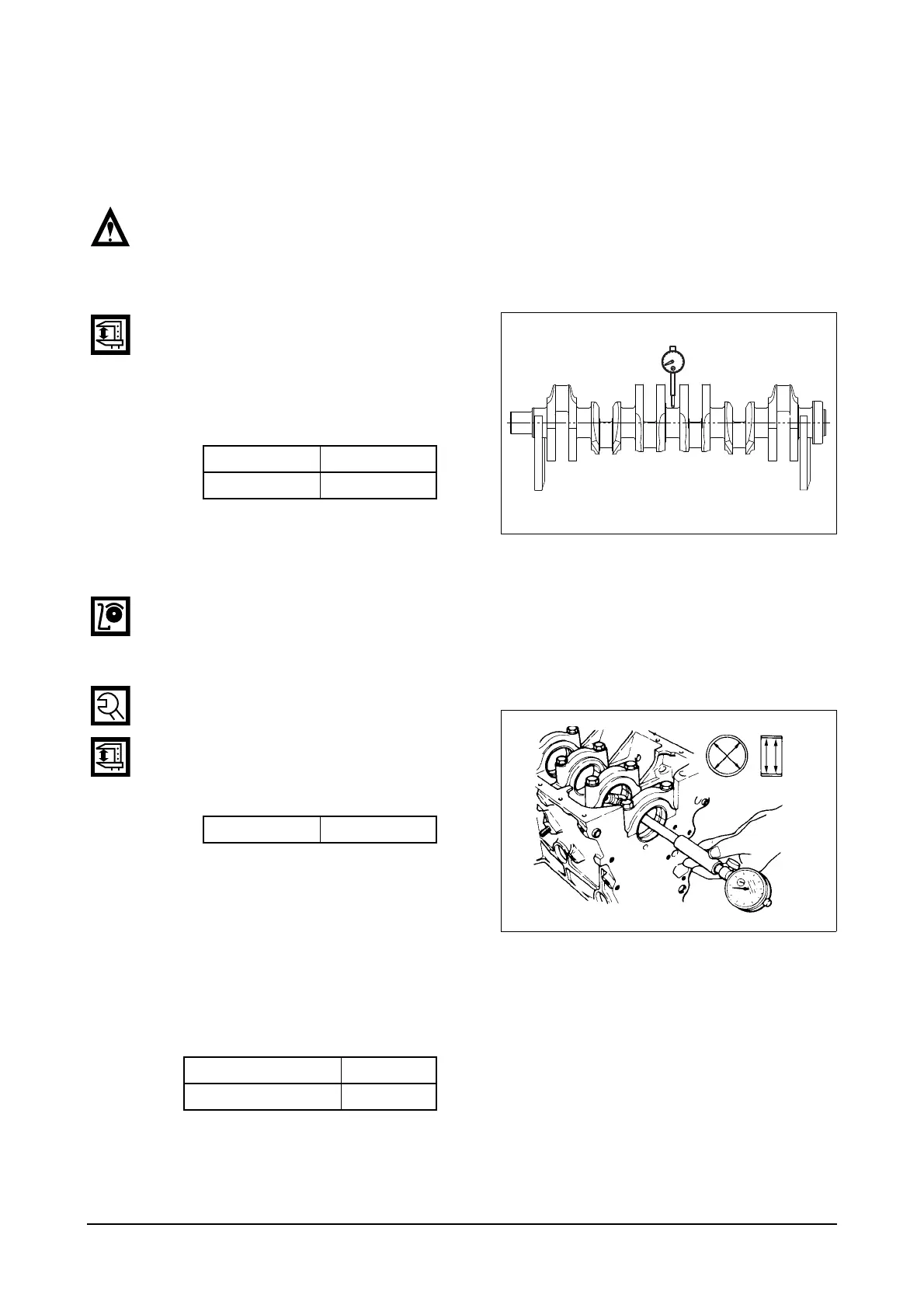
c) Crankshaft run-out
Support the crankshaft on V blocks.
Turn the crankshaft with a dial
indicator placed on the surface
plate and take the amount of
crankshaft run-out.
2) Crankshaft bearing and connecting rod
a) Visually check
Visually check the crankshaft bearing and connecting rod bearing for scores, uneven wear or
damage.
b) Oil clearance between crankshaft and bearing (Method 1 : dial gauge)
Main bearing clearance
Install the main bearing in the
cylinder block, tighten the bearing
cap to specified torque, then
measure the inside diameter.
Compare the two values obtained
through measurement of main
bearing inside diameter with the
outside diameters of crankshaft
journals to determine the oil
clearance.
<Main bearing oil clearance>
Standard Limit
0.1
mm 0.15 mm
Torque 30 kg
•
m
Standard Limit
0.052
~
0.122
mm 0.25
mm
 Loading...
Loading...
