16
Pulsed arc applications
The main application for pulsed arcs is unalloyed steels within
the performance range of the transition arc. At the lower end
of the performance range the pulsed arc cannot fully replace
the short-circuiting arc. The reason here is the continuous arc
that occurs in the primary current phase. This phenomenon
does not exist with the short-circuiting arc. An exception to
this is when welding aluminium and aluminium alloys. Nor
-
mally, these materials can only be reliably welded using a
pulsed arc. In the upper performance range, the pulsed arc is
preferable to the sprayer arc, in particular for welding alumin-
ium materials and high-alloy steels.
Please keep attention to the current safety regulations at all
care and maintenance works.
The machine requires minimum of care and maintenance.
Only a few items should be checked to ensure a trouble free
long term operation:
– Check the mains plug, mains cable, and the welding
torch as well as the ground connection for damage from
time to time.
– Once or twice a year please clean the machine with dry
low compressed air. Switch off the machine and pull out
the plug first. Open the case of the machine and clean
also inside - please avoid to blow directly onto electronic
parts – they could be damaged.
15 Care and maintenance
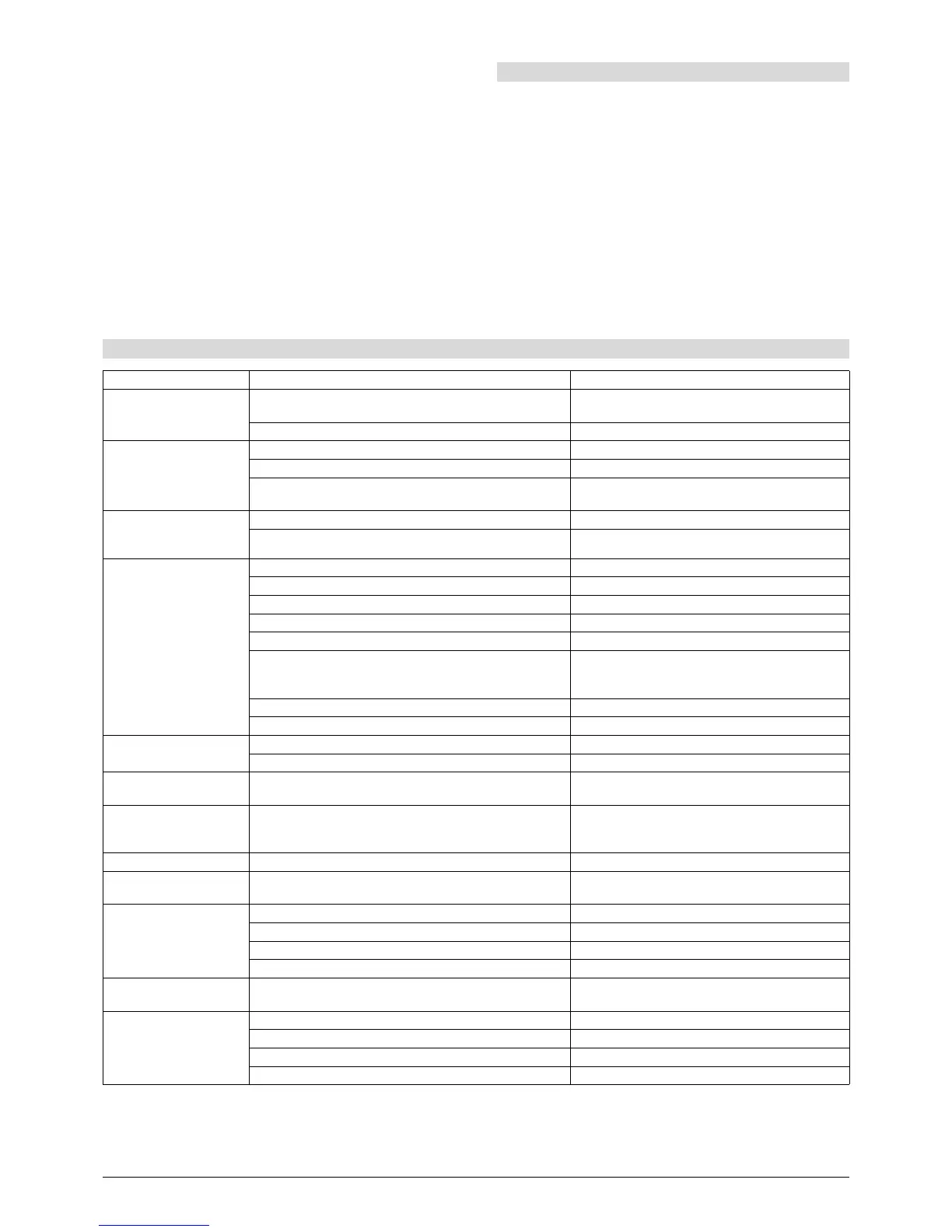
16 Troubleshooting guide
Symptom Cause Remedy
Torch too hot Insufficient coolant through flow due to pollution into
coolant
Swill the waterhoses of the torch in opposite
direction
Contact tip is not tight Check it
No function when torch
button is pressed
Nut of the torch hose is not tight Tighten it
No connection of the control cable in the torch hose Check and change if necessary
Overload of the unit and thermal protection is in
function
Allow unit to cool down at no load
Irregular wire feeding or
wire welds to the con
-
tact tip
Wire electrode is tight at the spool Check and change if necessary
Burr at the wire beginning Cut the wire beginning again
Irregular wire feeding or
no wire feeding
Wrong contact pressure at the wire-feed rolls Adjust it as described in the manual
Torch defect Check and change if necessary
No brass pipe in the central connection or is dirty Install or clean the brass pipe
Bad quality of welding wire Check and change if necessary
Rust formation at the welding wire Check and change if necessary
Torch liner is dirty inside Disconnect the torch from the machine, screw
off the contact tip and clean the liner with com
-
pressed air
Torch liner is dejected Check and change if necessary
Motor brake adjusted to strong Adjust as described in the manual
Unit switches off Duty cycle overloaded Allow the machine to cool down
To less cooling of unit parts Check the air in and outlet
Cooler or hoses defect
or pump is damaged
Freezed systems due to less anti freezer liquid Contact the nearest service facility
Arc or short circuit
between contact tip
and gas nozzle
Spatter built up inside the gas nozzle Remove it with special pliers
Unstable arc Wrong diameter of contact tip or worn out Change contact tip
The DP20 operating
panel is completely dark
Phase missing Check the unit at another power outlet. Check
power cable and mains fuses/circuit breakers
No shielded gas Gas cylinder empty Replace it
Defect torch Check and replace it
Pressure reducer dirty or defect Check and replace it
Valve of gas cylinder defect Replace the gas cylinder
Shielded gas switches
not off
Valve of gas cylinder dirty or does not close Remove torch and pressure reducer and clean
it with compressed air
Not sufficient shielded
gas
Wrong adjusted quantity of shielded gas Adjust right as described in the manual
Dirty pressure reducer Check valve
Torch, gashose blocked or not air-tight Check and change if necessary
Shielded gas is blow away from draught Avoid draught