8
5.Pilot arc current adjustment
The PLW 402 pilot arc current is factory set for PT-300 and PT-8 to 10 A. If PT-75 or PT-150 resp.
PTM-150 are used, pilot current must be reduced to 5A. This is performed by eliminating jumper at
resistor R105.
The PLW 202 pilot arc current is factory set to 5A and can be increased to 10A by connecting
jumper at resistor R105.
Disconnect machine from mains before opening the machine!
6. Connection of work return lead and electrode holder lead
a) The work return lead is connected to socket
H marked with symbol work clamp.
b) When MMA-welding the electrode holder has to be connected either to plus (+) or
minus (-) at socket
H depending on the kind of electrode to be welded.
7. Connection of remote controls
At the 5-pole socket
G the following remote controls may be connected:
a) Foot remote control FC 4
b) Manual remote control
c) Pulse unit
Article numbers see accessories
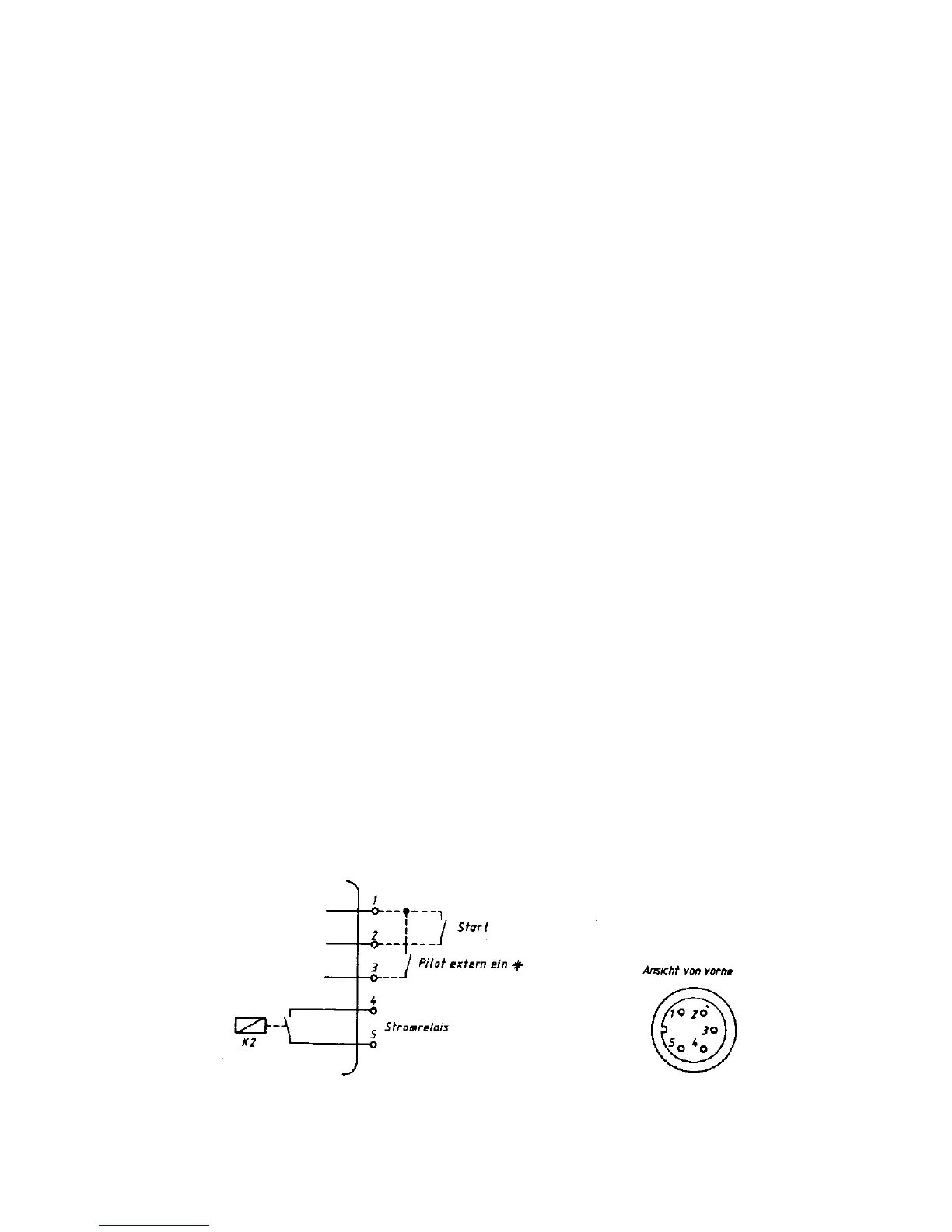
8. Connection for automatic welding
With socket
b the machine can be connected to an automatic control (see wiring diagram)
Wiring diagram of 5-pole socket on adjusting board
Welding