F01-3)
Working techniques
Attention:
In some cases, the following pictures
do not show the guards for the sake
of clarity.
Always use the specified safety
equipment for all work operations!
F01-3.1)
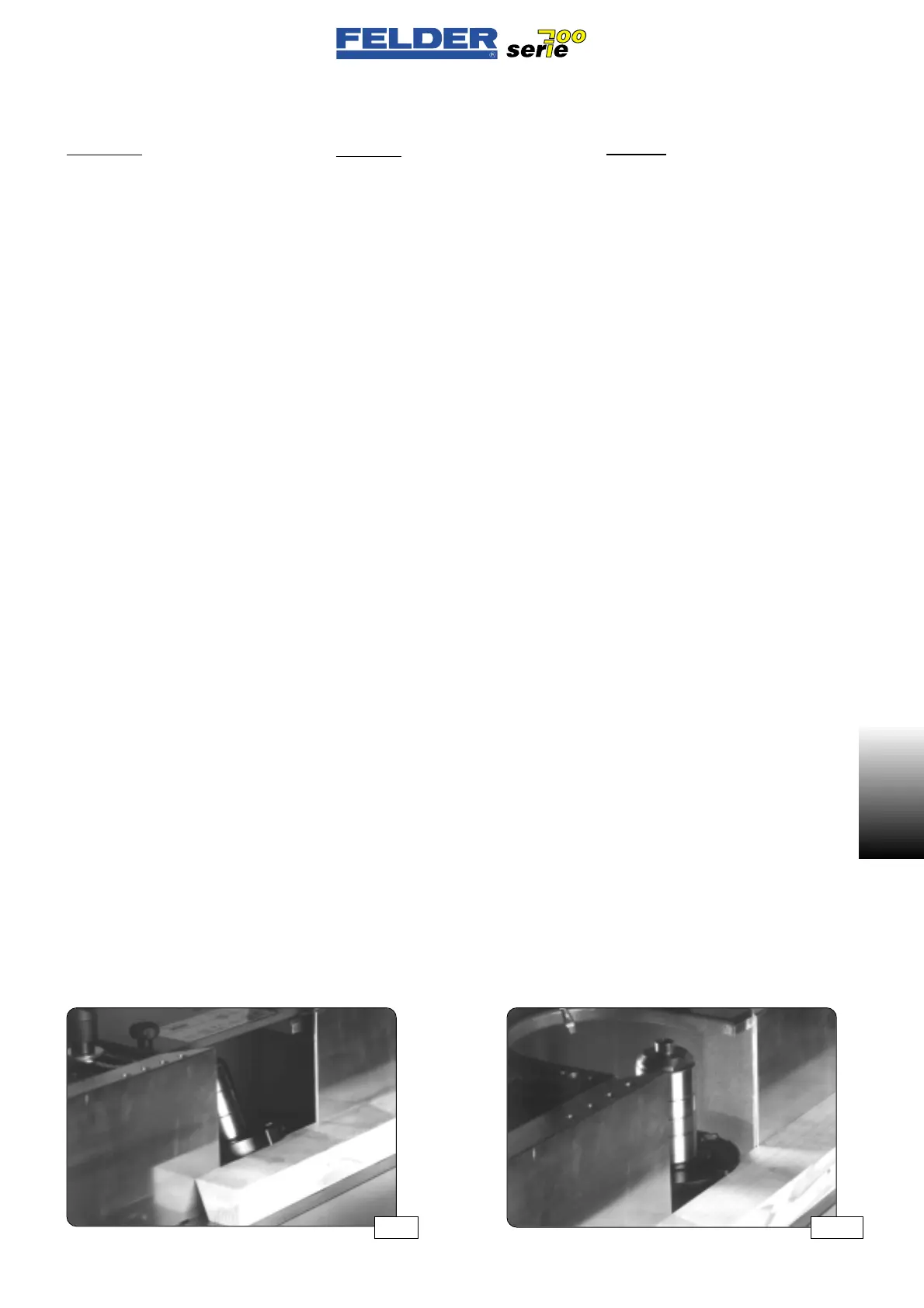
Shaping along workpiece length
See fig. 17 / 17A
Set up the shaper fence and align the
receiving straightedge precisely with
the outer tool diameter.
Set the chip thickness with the feeding
straightedge.
Set both straightedges as close as pos-
sible to the outer tool diameter and
clamp them.
Pivot the shaper spindle angle bet-
ween 0° and 45° and set the shaping
height.
Place the workpiece against the guide
and shaping table and move it past
the shaper spindle with your fingers
closed and your thumb against the
closed hand.
Use a pushing strip or pushing block
at the end of the workpiece.
F01-3)
Tecniche di lavoro
Attenzione:
Per una maggior chiarezza le
seguenti immagini sono in parte raf-
figurate senza dispositivo di prote-
zione.
Per ogni lavorazione utilizzare i dis-
positivi di protezione prescritti!
F01-3.1)
Fresatura del lato longitudinale
Vedere figg. 17 / 17A
Montare il guidapezzo toupie e rego-
lare la sagoma guidapezzo di aspor-
tazione esattamente sul percorso della
lama.
Regolare lo spessore trucioli con la
sagoma guidapezzo di alimentazione.
Posizionare e bloccare le due sagome
il più vicino possibile al percorso della
lama.
Orientare l’angolo del albero toupie
tra 0° e 45° e regolare l’altezza di
fresatura.
Premere il pezzo contro il guidapezzo
e il banco di fresatura e portarlo
avanti sul albero toupie con le dita
chiuse e i pollici accostati.
Usare un bastone o blocco scorrevole
all’estremità del pezzo.
- 15 -
F01 V1/99 S1
F01
F01-3)
Arbeitstechniken
Achtung:
Die folgenden Bilder sind wegen der
besseren Erkennbarkeit teilweise
ohne Schutzvorrichtung dargestellt.
Verwenden Sie für jede Bearbeitung
die vorgeschriebenen Schutzvorrich-
tungen!
F01-3.1)
Fräsen der Längsseite
Siehe Abb. 17 / 17A
Den Fräsanschlag aufbauen und das
abnehmende Anschlaglineal genau
auf Messerflugkreis einstellen.
Die Spanabnahme mit dem zuführen-
dem Anschlaglineal einstellen.
Die beiden Lineale so knapp wie mög-
lich an den Messerflugkreis anstellen
und klemmen.
Den Frässpindelwinkel zwischen 0°
und 45° schwenken und die Fräshöhe
einstellen.
Das Werkstück gegen Anschlag und
Frästisch drücken und mit geschlosse-
nen Fingern und anliegendem Dau-
men an der Frässpindel vorbeiführen.
Am Ende des Werkstückes einen
Schiebestock bzw. Schiebeblock ver-
wenden.
Abb 17 Abb 17A
 Loading...
Loading...

