Ensure the gas and electrical supplies are disconnected.
• Disconnect the torch from the machine.
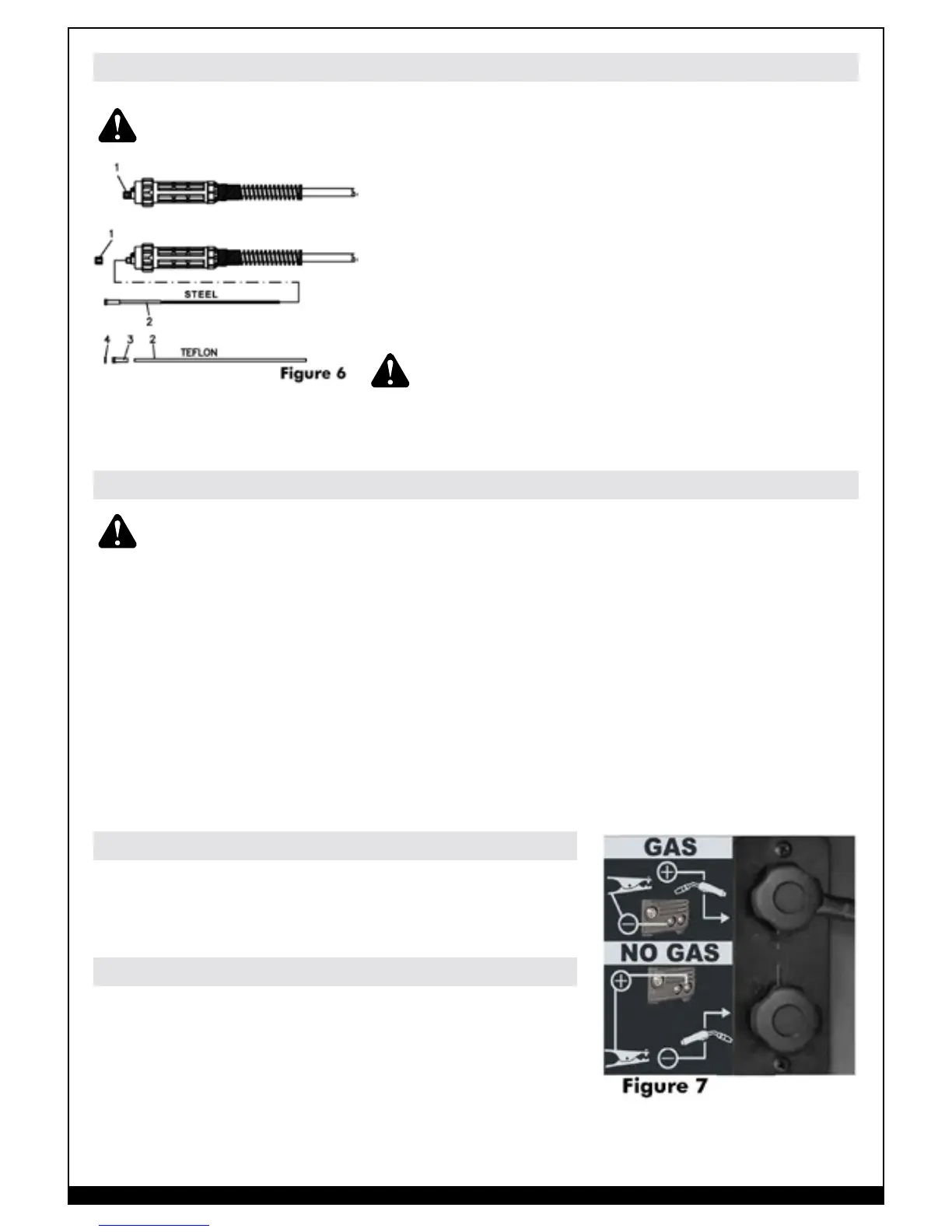
• Place it on a flat surface and carefully remove the brass nut (1).
• Pull the liner out of the hose.
• Install the new liner and mount the brass nut (1) again. In case
you are replacing a Teflon wire liner, follow these instructions:
• Install the new liner followed by the collet (3).
• Insert the O ring (4) on the wire liner collet (4)and replace the
brass nut (1).
• Cut the wire liner close to the brass nut
WARNING: The length of the new wire liner must be
the same as the liner you have just pulled out of the hose.
• Connect the torch to the machine and install the wire into the
feeding system.
WARNING: Cylinders are highly pressurized. Handle with care. Serious accidents can result
from improper handling or misuse of compresses gas cylinders. Do not drop the cylinder,
knock it over, expose it to excessive heat, flames or sparks. Do not strike it against other
cylinders.
The gas cylinder (not supplied) should be located at the rear of the welder, in a well ventilated
area and securely fixed to the work bench or to the wall to insure that it will not fall.
For safety, and economy, ensure that the regulator is fully closed, (turned counter-clockwise)
when not welding and when installing or removing the gas cylinder.
• Turn the regulator adjustment knob counter-clock wise to ensure the valve is fully closed.
• Install the gas regulator on the gas cylinder, tighten the connecting nut firmly to insure against
gas leakage.
• Connect the gas hose to the gas regulator.
• Open the cylinder valve, then set the gas flow to 20 - 35 CFH (cubic ft. per hour).
• Connect the ground cable to the positive terminal of the
Polarity Change Board inside the spool compartment.
• Connect the working cable to the negative terminal of
Polarity Change Board inside the spool compartment.
• Connect the ground cable to the negative terminal on the
Polarity Change Board inside the spool compartment
• Connect the working cable to the positive terminal of the
Polarity Change Board inside the spool compartment.
Replacing the Wire Liner
Gas Cylinder and Regulator Connection
Fluxcore Wire Welding, “FCAW”
MIG Welding, “GMAW”