WARNING: Arc flash can injure eyes! To reduce the risk of arc flash, make certain
that the wire coming out of the end of the gun does not come in contact with work
piece, ground clamp or any grounded material during the drive tension setting
process or arcing will occur.
1. Open the Wire Drive Cover on the Spool Gun
2. Pull the trigger on the gun.
3. Turn the drive tension adjustment knob clockwise, increasing the drive tension until the wire
seems to feed smoothly without slipping.
4. Close the Wire Drive Cover on the Spool Gun.
5. When set correctly, there should be no slippage between the wire and the drive roller under
normal conditions.
Before you begin welding, you may want to adjust the position of the spool so it is most
comfortable for you. There are three positions to choose from. To change the position of the spool:
1. With a flat tipped screwdriver, loosen the screw which connects the spool casing to the gun.
2. Pull the casing far enough away from the gun to allow for rotation of the casing.
3. Rotate the casing to one of the three available positions, making sure that the grooves on the
gun are aligned with the grooves on the casing.
4. Push the casing and the gun back together.
5. With a flat tipped screwdriver, tighten the screw which connects the spool casing to t
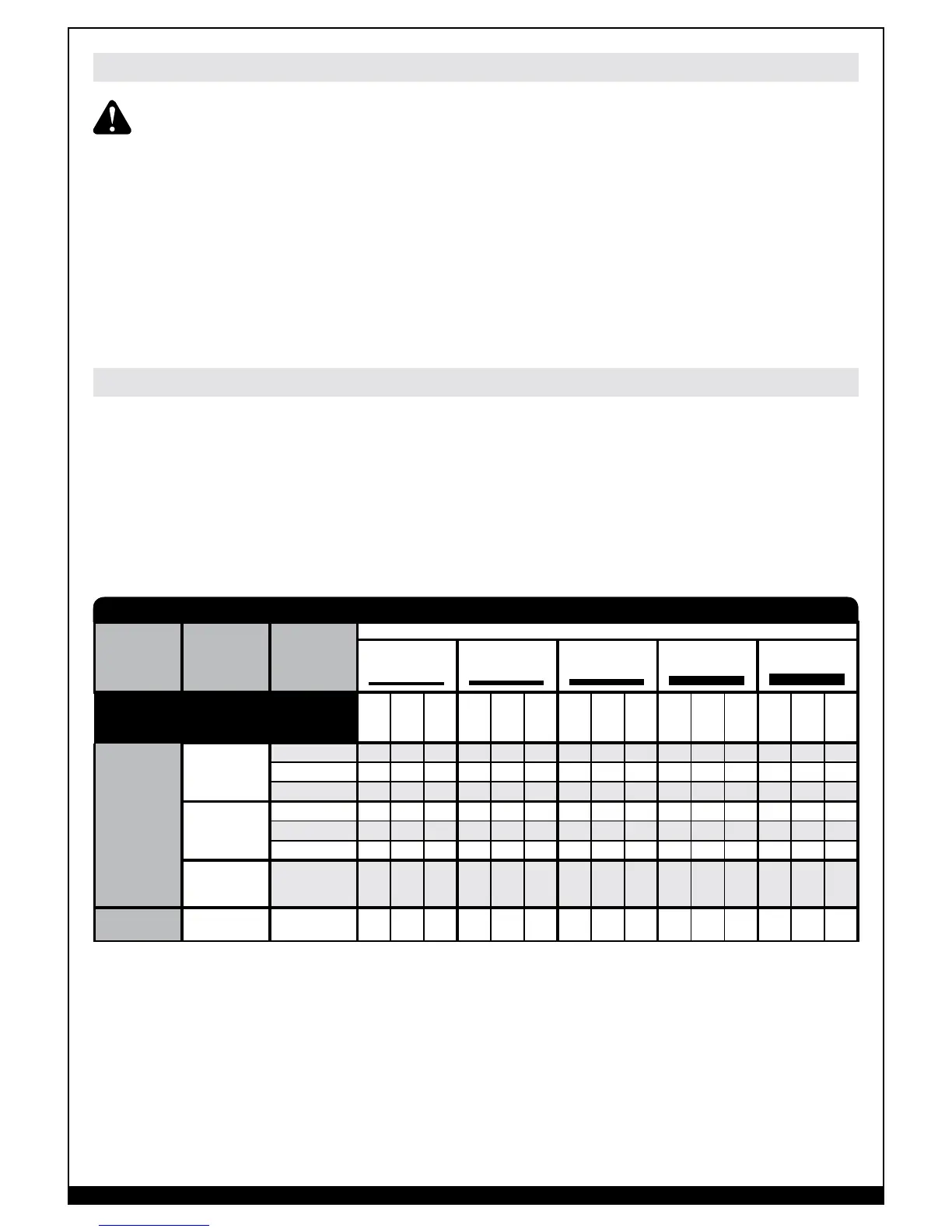
Regulation Knob
Left
Knob
Right
Knob
MIG
Man
Right
Knob
MIG
Syn
Left
Knob
Right
Knob
MIG
Man
Right
Knob
MIG
Syn
Left
Knob
Right
Knob
MIG
Man
Right
Knob
MIG
Syn
Left
Knob
Right
Knob
MIG
Man
Right
Knob
MIG
Syn
Left
Knob
Right
Knob
MIG
Man
Right
Knob
MIG
Syn
Mild Steel
Solid Wire
75% Ar + 25%
CO
2
(ER70S-6)
.023” (0.6 mm) 25 17.8 82 42 18.5 69 51 19.5 66 71 20.6 52 78 22 52
.030” (0.8 mm) 22 15.1 65 33 16.7 65 44 18 65 55 19.7 65 60 20.7 65
.035” (0.9 mm) 22 15.5 68 28 16.4 68 33 17.1 68 44 18.7 68 - - -
Solid Wire
100% CO
2
(ER70S-6)
.023” (0.6 mm) 37 19.3 80 48 19.9 73 59 21.2 70 85 23.7 59 74 24.6 55
.030” (0.8 mm) 24 15.8 69 33 17.5 69 44 18.9 69 60 21.9 69 - - -
.035” (0.9 mm) - - - 19 18.2 92 30 19.7 90 38 21.1 93 - - -
Flux Core Wire
(No Gas)
(E71T-GS)
.035” (0.9 mm) - - - - - - 18 14.7 66 30 16.5 66 37 17.2 66
Aluminum
Solid Wire
100% Argon
.030” (0.8 mm) - - - 44 14.3 34 55 14.4 26 76 15.8 15 86 17.1 17
MATERIAL
(Wire)
GAS
WIRE
ø
MATERIAL THICKNESS
22 Gauge
.0315” (.8 mm)
18 Gauge
.0236” (1.2 mm)
16 Gauge
1/16” (1.6 mm)
12 Gauge
.0984” (2.5 mm)
1/8” (3 mm)
140 MP MIG SET-UP CHART
Set the Wire Drive Tension
Adjusting the Spool Position