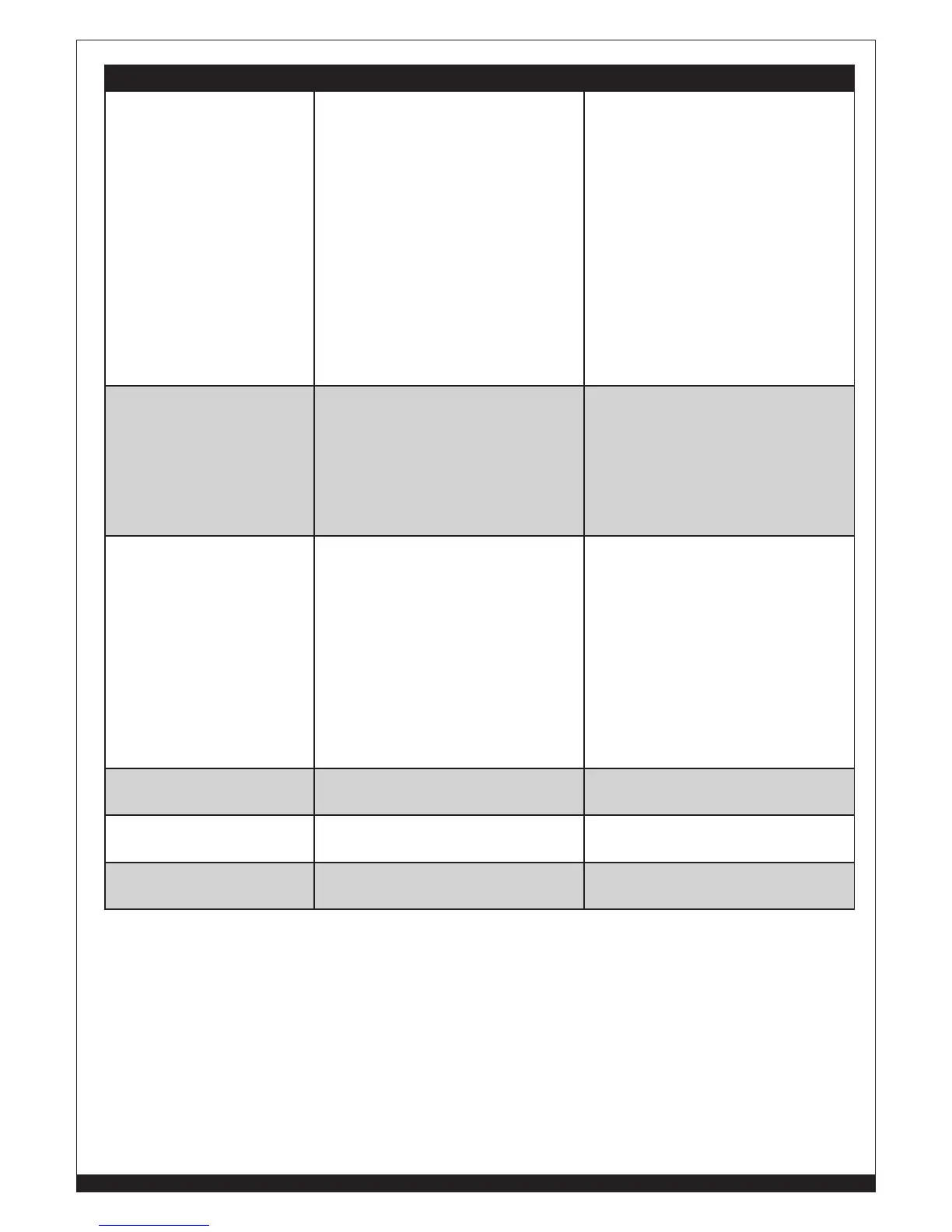
PROBLEM POSSIBLE CAUSE POSSIBLE SOLUTION
Lack of penetration. Voltage or wire feed speed too low.
Loose connection inside the
machine (rare).
Worn or wrong size contact tip.
Loose gun connection or faulty gun
assembly.
Wrong size wire.
Torch moved too fast.
Re-adjust the welding parameters.
Clear with compressed air and
tighten all connections.
Replace the contact tip.
Tighten or replace torch.
Use correct size welding wire.
Move the gun smoothly and not too
fast.
Wire is birdnesting at the
drive roller.
Eccessive pressure on drive roller.
Gun liner worn or damaged.
Contact tip clogged or damaged.
Liner stretched or too long.
Adjust pressure on drive roller.
Replace wire liner.
Replace contact tip.
Cut wire liner at the right length.
Wire burns back to
contact tip.
Contact tip clogged or damaged.
Wire feed speed too slow.
Wrong size contact tip.
Bad connection from cable to
clamp.
Slag buildup inside nozzle or
nozzle is shorted.
Replace the contact tip.
Increase wire speed.
Use correct size contact tip.
Tighten clamp connection or
replace cable.
Clean or replace nozzle.
Workpiece clamp and/or
cable gets hot.
Wire feed speed too fast. Decrease wire feed speed.
Gun nozzle arcs to work
surface.
Nozzle clogged. Clean or replace nozzle
Wire pushes torch back
from the workpiece.
Torch held too far from the
workpiece.
Hold the torch at the right distance.
 Loading...
Loading...









