6
7
8
9
11
10
12
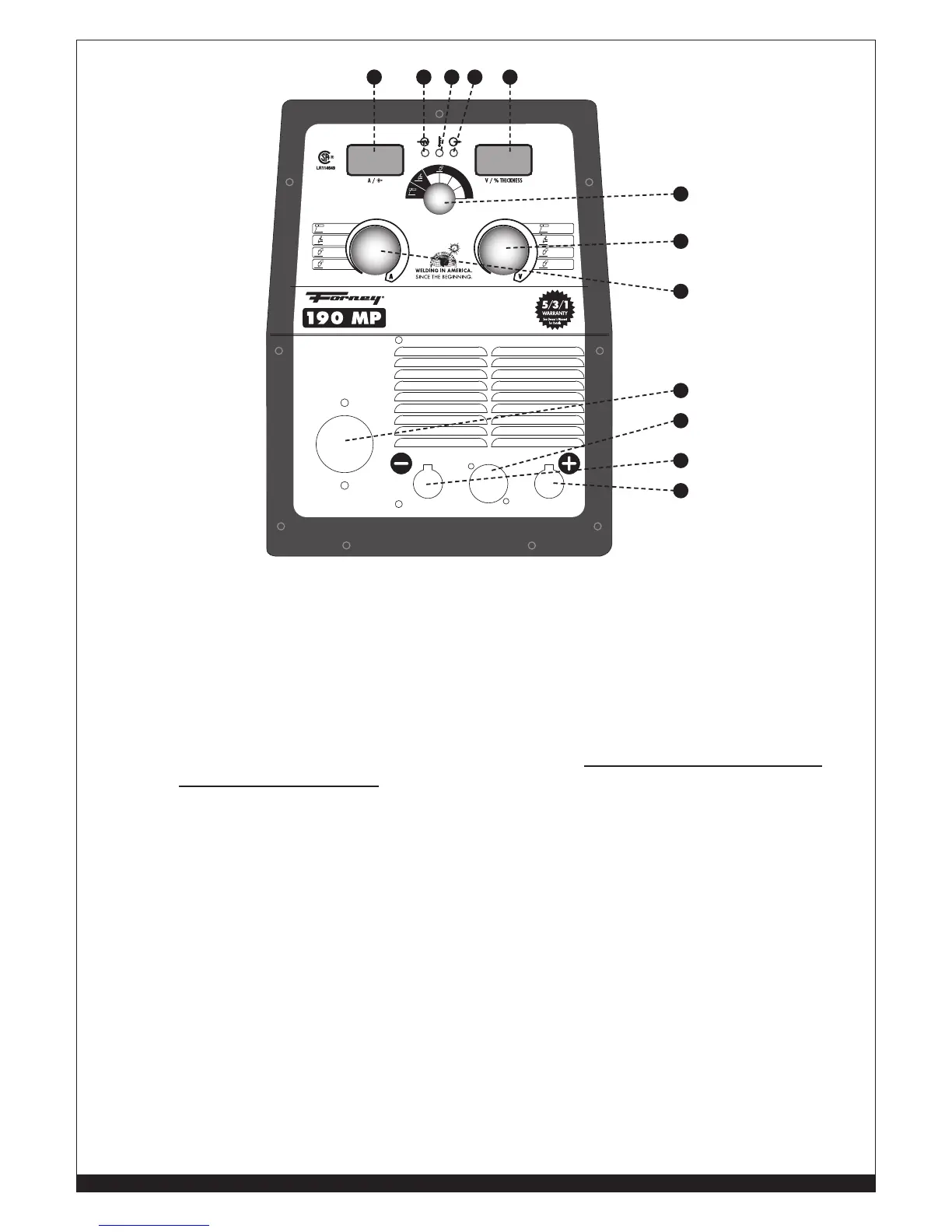
1. INDICATEUR DE L’INTERRUPTEUR : Le voyant DEL vert s’allume lorsque la soudeuse
est en marche et prête à travailler. Un voyant DEL vert constant indique que la soudeuse est
branchée à la source d’alimentation. Dans l’éventualité d’une surtension, le voyant DEL vert
clignote et le voyant DEL rouge (3) s’allume.
2. INDICATEUR DE SURCHARGE THERMIQUE : Si le voyant DEL jaune est allumé, il
indique que la soudeuse a surchauffé et que la machine s’est éteinte toute seule. Cela peut
être le résultat du dépassement du facteur d’utilisation de la soudeuse ou de l’interruption
de la circulation d’air de refroidissement normale. Vérifiez et confirmez que le ventilateur
fonctionne et que la circulation d’air n’est pas entravée. N’éteignez pas la soudeuse, car
cela arrêterait le ventilateur. Lorsque la soudeuse a suffisamment refroidi, le voyant DEL
jaune s’éteint et la soudeuse est prête à être utilisée.
3. INDICATEUR D’ALARME : Le voyant DEL rouge s’allume en cas d’anomalie comme une
surtension.
4. AFFICHAGE DE GAUCHE : Pendant le soudage, il montre la valeur réelle du courant de
sortie (intensité). Lorsque la machine ne soude pas (pas de charge), l’affichage montre la
valeur du paramètre sélectionné à l’aide du bouton de gauche (8) :
a. En mode STICK (À L’ARC), « SMAW » et TIG, « GTAW », il montre la valeur de courant
sélectionnée. Si l’option à distance est choisie avec l’interrupteur (20) pour le soudage
TIG, « GTAW », avec commande au pied, l’affichage alternera entre « ReC » (pour
indiquer la commande à distance) et le courant sélectionné. Dans ce cas, le courant est
ajusté en utilisant la commande au pied.
b. En mode manuel MIG, « GMAW » (2T/4T), l’affichage montre la vitesse d’alimentation
du fil choisie de 1 (vitesse minimale) à 80 (vitesse maximale). Si la commande à distance
est sélectionnée avec l’interrupteur (20), l’affichage alternera entre « SPE » (pour indiquer
le pistolet-bobine externe) et la vitesse d’alimentation du fil sélectionnée ajustée avec un
potentiomètre situé sur la poignée du pistolet-bobine.
c. En mode synergique MIG, « GMAW » (2T/4T), l’affichage montre la vitesse