42
WWW.FORNEYIND.COM
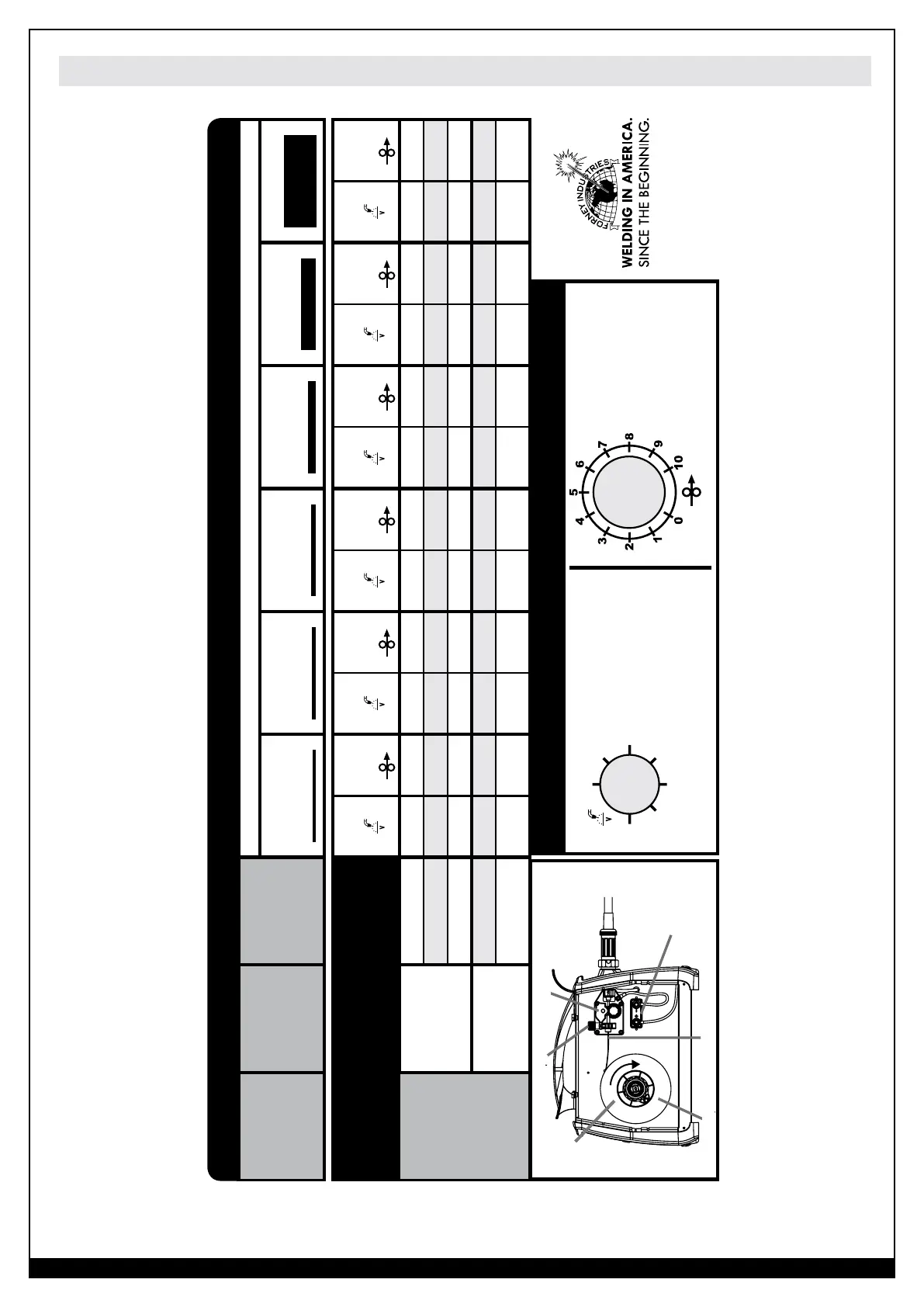
Tableau de réglage pour soudage MIG (GMAW)
Bouton de réglage
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Réglage de
la tension
Vitesse
d’alimenta-
tion du fil
Fil massif
75 % Ar + 25 %
CO
2
(ER70S-6)
0,023’’ (0,6 mm) 1 2 2 3,5 3 5 4 6 5 7 6 7,5
0,030’’ (0,8 mm) - - 2 2,5 3 3,5 4 4,5 5 6 6 6
0,035’’ (0,9 mm) - - 2 2 3 3 4 4 5 4 6 7
Fil fourré
(Sans gaz)
(E71T-GS)
0,030’’ (0,8 mm) - - 2 2,5 3 5 4 5 5 6 6 7,5
0,035’’ (0,9 mm) - - 2 1,5 3 4 4 3,5 5 5 6 7
MÉTAUX
(Fil)
GAZ
FIL ø
ÉPAISSEUR DES MÉTAUX
CALIBRE 24
0,0236” (6 mm)
CALIBRE 22
0,0315” (0,8 mm)
CALIBRE 18
0,0236” (1,2 mm)
CALIBRE 16
0,0139’’ (1,6 mm)
1/8” (3 mm) 1/4” (6,4 mm)
TABLEAU DE RÉGLAGE SOUDAGE MIG 190
Commande de la tension de l’arc
Commande de la vitesse du fil
Cette commande règle la
tension de l’arc de soudage.
Elle est proportionnelle à la
quantité de chaleur de l’arc.
La position 6 est le réglage le
plus élevé pour la tension de
l’arc ou la chaleur.
Cela établit la vitesse
d’alimentation du fil (WFS)
du fil de l’électrode à travers
le pistolet MIG.
La position 0 équivaut à
80 IPM.
La position 10 équivaut à
700 IPM.
Forney Industries, inc.
www.forneyind.com
Pressure Adjust Device
POLARITY
CHANGE
+/-
Pressure Arm
Gun Cable End
Wire Spool Inlet Wire Guide Feedroll
Chargement
par le haut
Dispositif d’ajustement de la pression
Bras de pression
Bobine de fil Poulie d’alimentation du guide-fil d’entrée
Embout du câble du
pistolet
CHANGEMENT
DE LA POLARITÉ