7
Spezial-2-Taktbetrieb (Abb.6a)
- Abruf über WIG-Brennertasterwippe
- hauptsächlich zum Heftschweißen verwendet
- in Programmebene "EBENE VOREINSTELLUNGEN ---"
(Kapitel „Arbeiten mit den Programmebenen“), Parameter
WIG, muß die Einstellung für StS auf "ON" stehen
Funktionsablauf:
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit dem Wert des eingestellten Suchlicht-
bogenstromes I
S
(bei HF - Zünden: HF schaltet nach dem
Zündvorgang selbsttätig ab)
- Schweißstrom steigt ohne Up-Slope auf den Schweißstrom
I
H
an
- LED leuchtet
2. Loslassen der Brennertasterwippe
- Lichtbogen erlischt (ohne Stromabsenkung)
- intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die
Anlage automatisch auf 2-Taktbetrieb um.
DOWN-SLOPE oder Strom-Absenkzeit:
- stufenlos einstellbare Strom-Absenkgeschwindigkeit vom
Hauptstrom auf den Endkraterstrom I
E
Einstellbereich: von 0,1 bis 20 Sekunden
- Bei Betätigung des Down-Slope Potentiometers wird für
3 Sekunden der eingestellte Wert angezeigt
z. B.: d S L 1.0
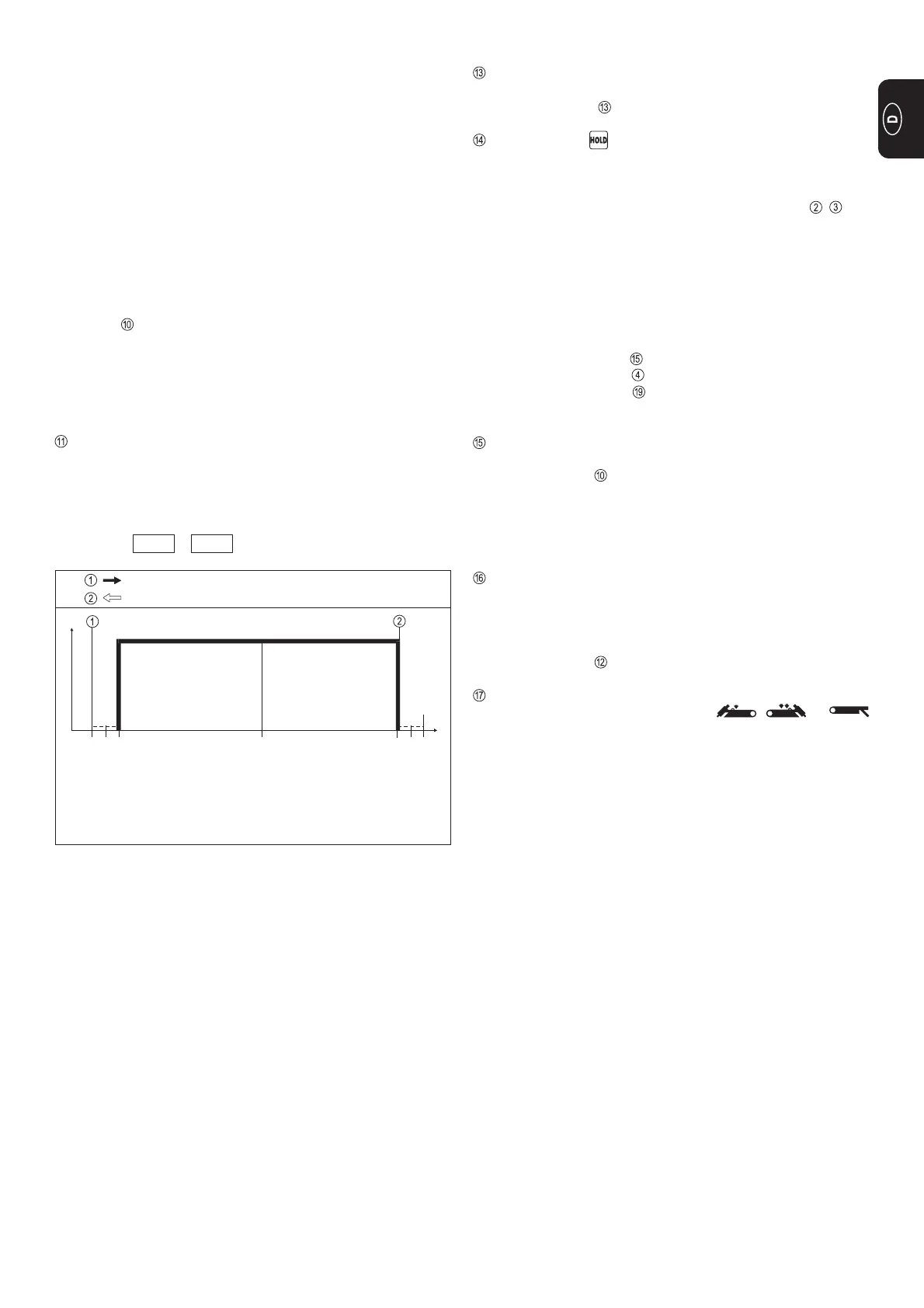
Zyklus-Start
Gasvorströmzeit
Schweißende
Gasnachströmzeit
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zünden des
Lichtbogens
Schweißen mit einge-
stelltem Hauptstrom I
H
Abb. 6a Funktionsablauf Spezial-2-Taktbetrieb
I
H
I
t
LED-ANZEIGE FÜR WIG-PULSSCHWEISSEN
- Sobald der WIG-Pulsfernregler TR 50mc angeschlossen ist,
blinkt die LED
(Kapitel „WIG-Pulsfernregler TR 50mc“)
LED-ANZEIGE
- ermöglicht eine nachträgliche Kontrolle der Schweiß-
parameter
- leuchtet nach Istwertspeicherung (Prozeßende)
- Anzeige des Mittelwertes an den Digitalanzeigen
, (vor
Ende eines Schweißvorganges gemessene Werte für
Schweißstrom und -spannung)
- Funktion bei Verwenden des Fußfernreglers und bei Pulsen
bis 20Hz nicht gegeben
Möglichkeiten zum Löschen der HOLD-Funktion
- Brennertasterwippe in der Schweißpause betätigen
- Gerät aus- u. wiedereinschalten
- Hauptstrom-Regler in Schweißpause verstellen
- Funktionswahltaste umschalten
- Stromart-Wahltaste umschalten
- bei jedem neuen Schweißstart
HAUPTSTROM-REGLER I
H
= Schweißstrom
- stufenlose Einstellung im Bereich von 3-260/300 A
- LED-Anzeige leuchtet (nur bei Betriebsart Elektrode)
- digitales Amperemeter zeigt den Strom-Sollwert bereits im
Leerlauf an, schaltet danach auf Istwert-Anzeige um
Sollwert ð gewünschter Schweißstrom
Istwert ð tatsächlicher Schweißstrom
ENDKRATERSTROM I
E
- nur im 4-Taktbetrieb möglich
- prozentuelle Einstellung des Hauptstromes
- Absenkung des Schweißstromes auf den Endkraterstrom
über die Brennertasterwippe
- LED-Anzeige leuchtet
BALANCEREGLER (nur MW 2600 / 2600 CEL / 3000)
- Funktion nur im AC-Bereich auf , u.
gegeben
- positive und negative Halbwelle können verändert werden
- Anpassung an das jeweilige Schweißproblem (Optimierung
von Reinigungs- und Einbrandverhältnis)
- Optimierung der Kalottenbildung (Abb.7c)
 Loading...
Loading...







