11
DEUTSCH
Achtung! Während des Drahteinfädelns Schweißbrenner vom Kör-
per weg halten.
- Mittels Einstellregler Drahtgeschwindigkeit einen Wert zwischen
5-10 m/min einstellen
- Wahlschalter Betriebsart
auf Position Drahteinfädeln schalten
- Brennertaste drücken und halten
- Schweißdraht läuft gas- und stromlos in das Brennerschlauchpaket
ein
- Brennertaste loslassen um Drahteinfädeln zu beenden
Hinweis! Nach Loslassen der Brennertaste soll die Drahtspule nicht
nachlaufen. Gegebenenfalls Bremse nachjustieren.
- Kontaktrohr einschrauben
- Gasdüse aufsetzen
- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs montieren
- Netzschalter in Stellung „O“ schalten
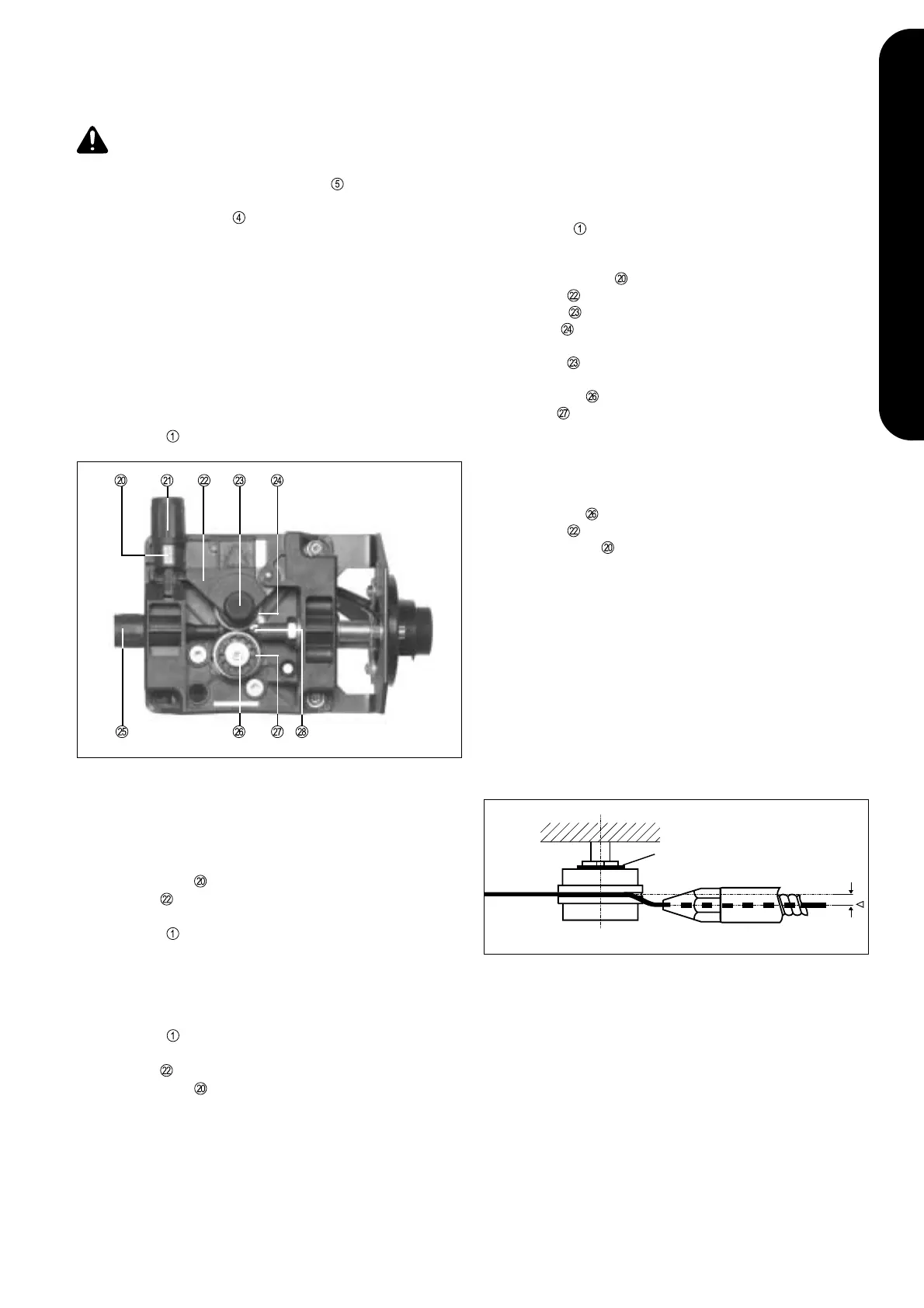
Abb.14 2-Rollenantrieb
SCHUTZGASMENGE EINSTELLEN
- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs öffnen
- Spannvorrichtung
der Motorplatte nach vorne schwenken
- Druckhebel aufklappen
- Netzstecker einstecken
- Netzschalter
in Stellung "I" schalten
- Wahlschalter Betriebsart in Stellung 2-Taktbetrieb schalten
- Brennertaste drücken und halten
- Stellschraube an der Unterseite des Druckminderers drehen, bis das
Manometer die gewünschte Schutzgasmenge anzeigt
- Brennertaste loslassen
- Netzschalter in Stellung „0“ schalten
- Netzstecker ausstecken
- Druckhebel
nach unten schwenken
- Spannvorrichtung einrasten
- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs wieder montieren
VORSCHUBROLLEN WECHSELN
Um eine optimale Förderung der Drahtelektrode zu gewährleisten müs-
sen die Vorschubrollen dem zu verschweißendem Drahtdurchmesser
sowie der Drahtlegierung angepaßt sein.
- Netzschalter in Stellung „O“
- Linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs öffnen
- Spannvorrichtungen
nach vorne schwenken
- Druckhebel nach oben klappen
- Steckachse
herausziehen
- Druckrolle entfernen
- Neue Druckrolle einlegen
- Steckachse wieder einschieben - Verdrehsicherung der Steckach-
se muß einrasten
- Inbusschraube herausnehmen
- Triebrolle
abziehen
- Neue Triebrolle aufschieben
Hinweis! Druck- und Triebrolle so einlegen, daß die Bezeichnung für
den Drahtdurchmesser lesbar ist.
- Inbusschraube einschrauben und festziehen
- Druckhebel nach unten klappen
- Spannvorrichtung
in senkrechte Position schwenken
- Linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvor-
schubs montieren
DRAHTEINLAUF KORRIGIEREN
Um einen einwandfreien Drahttransport zu gewährleisten, muß die
Drahtelektrode ohne Abrieb in den Schweißbrenner einlaufen.
Der Drahteinlauf in der x-bzw. y-Achse ist optimal voreingestellt. Werden
Komponenten wie Drahtvorschubrollen, Antriebsmotor oder Schweiß-
brenner gewechselt kann eine Korrektur der x-Achse notwendig sein.
Der Drahteinlauf kann dann durch Wegnehmen oder Aufschieben von
Distanzscheiben, zwischen Triebrolle und Seegering, angepaßt werden.
Abb.15 Unzulässige Abweichung
X
Distanzscheiben (10 x 0.1)
Hinweis! Eine Höhenkorrektur (y-Achse) kann nur durch den Fronius-
Servicedienst durchgeführt werden.