20
Jointing methods
Geberit Drainage Systems
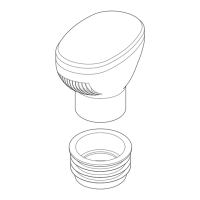
4.2 Electrofusion coupling
Available from Ø 40 to 315mm.
Connection properties
a Simple, reliable joint.
b Rigid, non-removable.
c Tension-resistant.
Application
On-site welding, slip coupling for adding fittings or
repairing sections.
The heat required to make the joint comes from flowing
a constant electrical current through the embedded
heater wires within the fitting. The pressure required
to make the joint is obtained from the shrinking of the
fitting under welding conditions. The shrinking does not
alter the internal bore of the joint because the ends and
the centre of the fitting are deliberately kept cold during
the welding process.
The joint obtained is simple, quick and strong once made.
The heater wires remain encased in the HDPE so there is
no chance of corrosion. The use of Geberit approved
equipment and fittings is essential to ensure a good weld
is made.
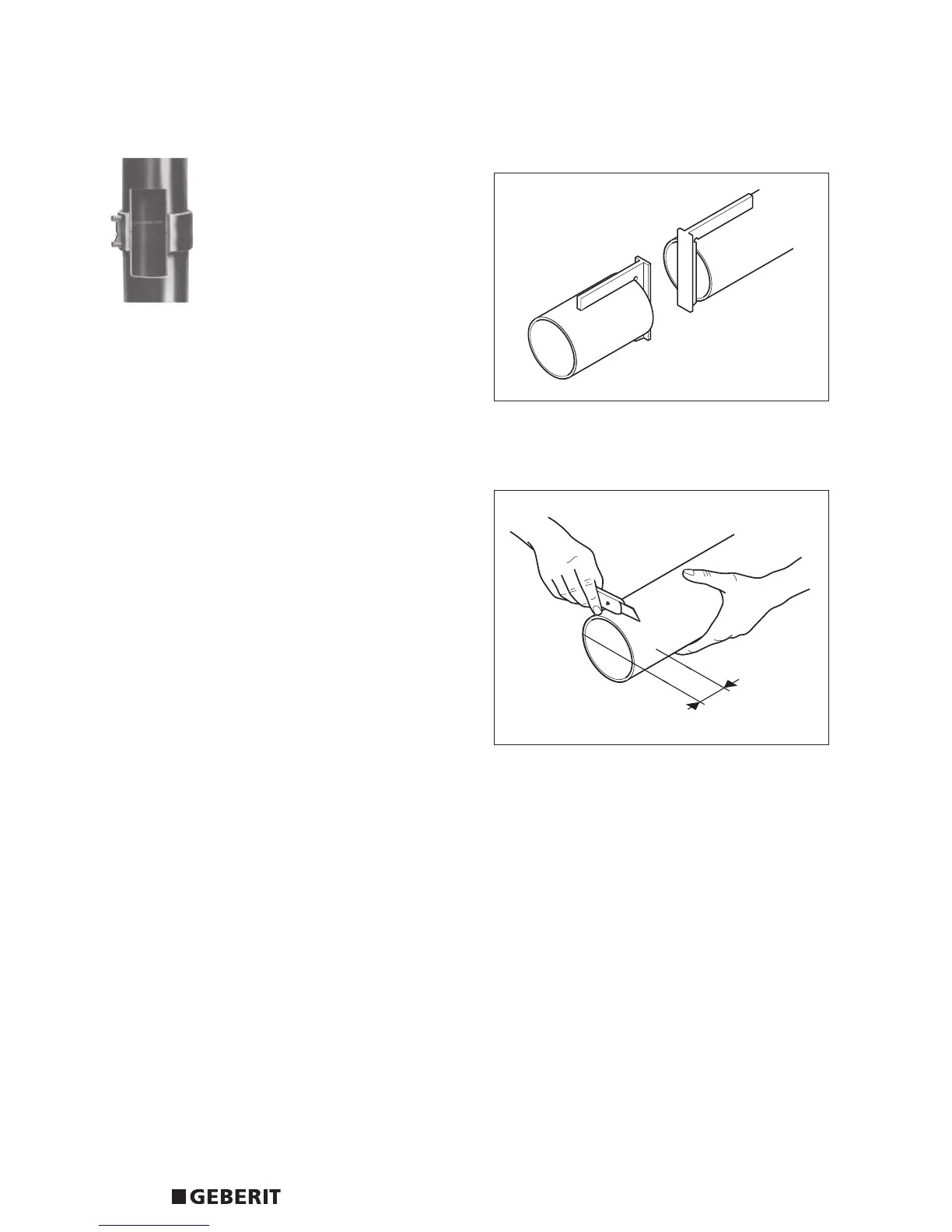
Preparation for electrofusion
Cut the pipe square.
Remove burr. Welding ends must remain dry during the
whole welding process. Mark 30mm insertion depth of the
electrofusion coupling on the pipe with a grease pencil.
Dry, clean and scrape welding ends. Scraping or abrading
of the pipe surface in the area to be fused is necessary
to remove oxide layer and ensure an effective weld.