Model G0922 (Mfd. Since 07/20)
-35-
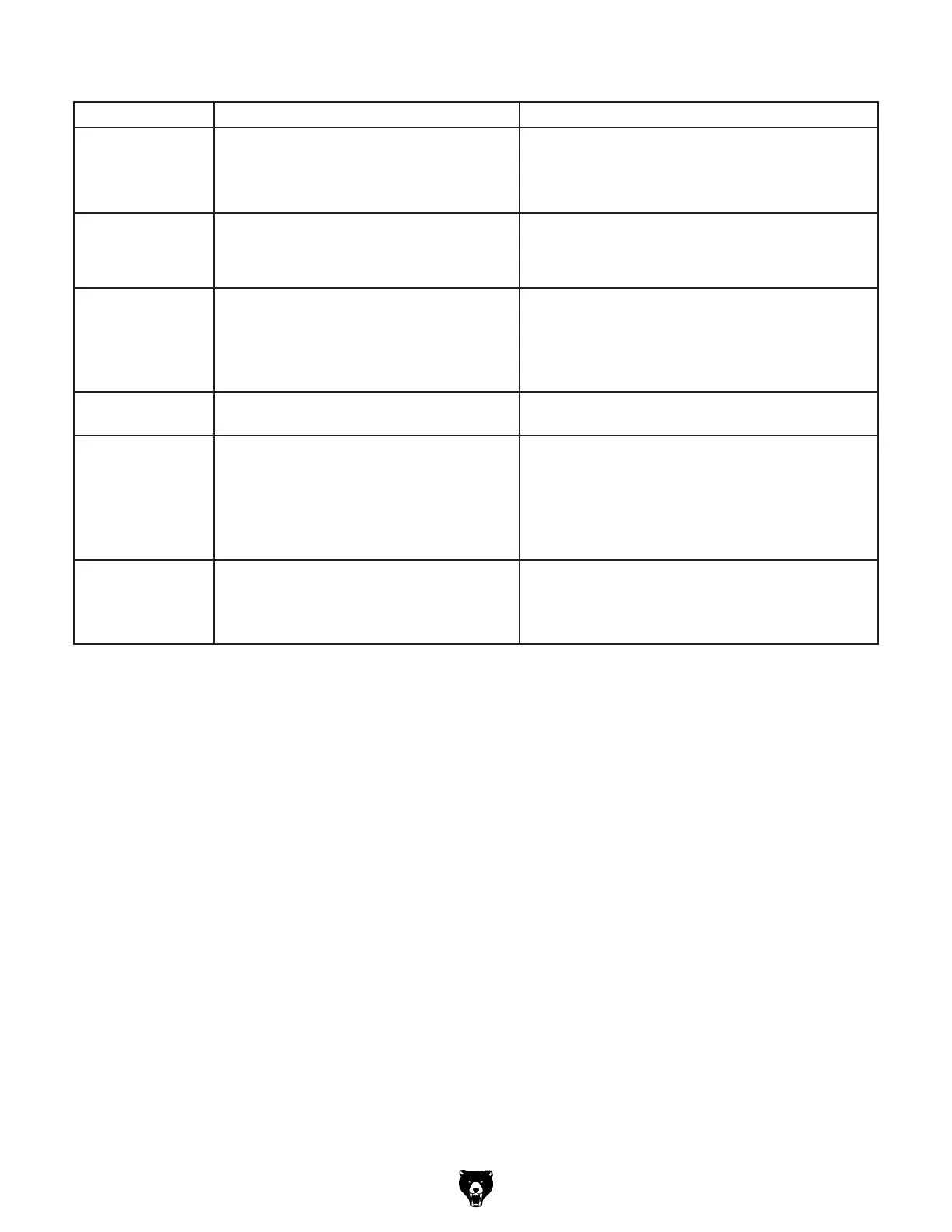
Machine Operation (Cont.)
Symptom Possible Cause Possible Solution
"Stringing" occurs,
e.g. strands of
filament hang off
object.
1. Insufficient retraction.
2. Temperature too hot for type of filament.
1. In slicer software, turn on or increase retraction.
2. Lower temperature and restart preheating process
(Page 26). Lower temperature may require slower
print speed.
"Warping" occurs,
e.g. edges of object
separate from build
platform.
1. Insufficient adhesive.
2. Build plate not level.
1. Clean build plate, then re-apply adhesive (Page 25).
2. Level build plate (Page 24).
Layers are
misaligned or
object skews in one
direction.
1. Belts slipping/sprockets misaligned.
2. Drive sprockets slipping on shaft.
3. Z-axis leadscrew dirty.
4. Bent or misaligned axis rods or leadscrew.
1. Tension/replace belt(s); ensure sprockets are
aligned (Page 42).
2. Tighten/replace loose drive sprockets (Page 42).
3. Clean and lubricate leadscrew (Page 32).
4. Test/repair/replace.
Occasional layer is
missing.
1. Z-axis leadscrew dirty.
2. Bent or misaligned axis rods or leadscrew.
1. Clean and lubricate leadscrew (Page 32).
2. Test/repair/replace.
Fine detail does not
print.
1. Print resolution too low.
2. Build plate not level.
3. Nozzle diameter too large for object details.
4. Nozzle clogged.
5. Print speed too fast for type of filament.
1. In slicer software, increase resolution by decreasing
layer height (Page 23).
2. Level build plate (Page 24).
3. Replace with smaller nozzle (Page 40).
4. Clean (Page 36) or replace (Page 40) nozzle.
5. In slicer software, reduce print speed.
Feed motor grinds
or skips.
1. Feeder clogged.
2. Nozzle clogged.
1. Remove filament from feeder, then clean ground
filament from hobbed gear and Bowden tube
(Page 41).
2. Clean (Page 36) or replace (Page 40) nozzle.