52
GYSPOT ARCPULL 200
ES
CÓMO FUNCIONA EL PRODUCTO
El producto siempre se pone en marcha en modo sinérgico cuando se enciende.
El cambio de modo (Manual o Sinérgico) se hace a través del Menú Principal.
SOLDADURA EN MODO SINÉRGICO
En Modo Sinérgico, el tiempo y corriente de las diferentes fases de la soldadura están determinados automáticamente
por el producto. El tipo de gas a utilizar se muestra en la pantalla. Si la polaridad de la pistola es incorrecta, aparece un
mensaje en la pantalla y el LED de fallo (rojo) de la pistola parpadea.
Los diferentes parámetros de soldadura se establecen para los parches vendidos por GYS.
Estas sinergias siguen siendo válidas para los insertos más largos (≤45mm) siempre y cuando sean del mismo tipo y
material que los vendidos por GYS.
Se recomienda hacer algunas pruebas preliminares de soldadura si se utilizan otros consumibles.
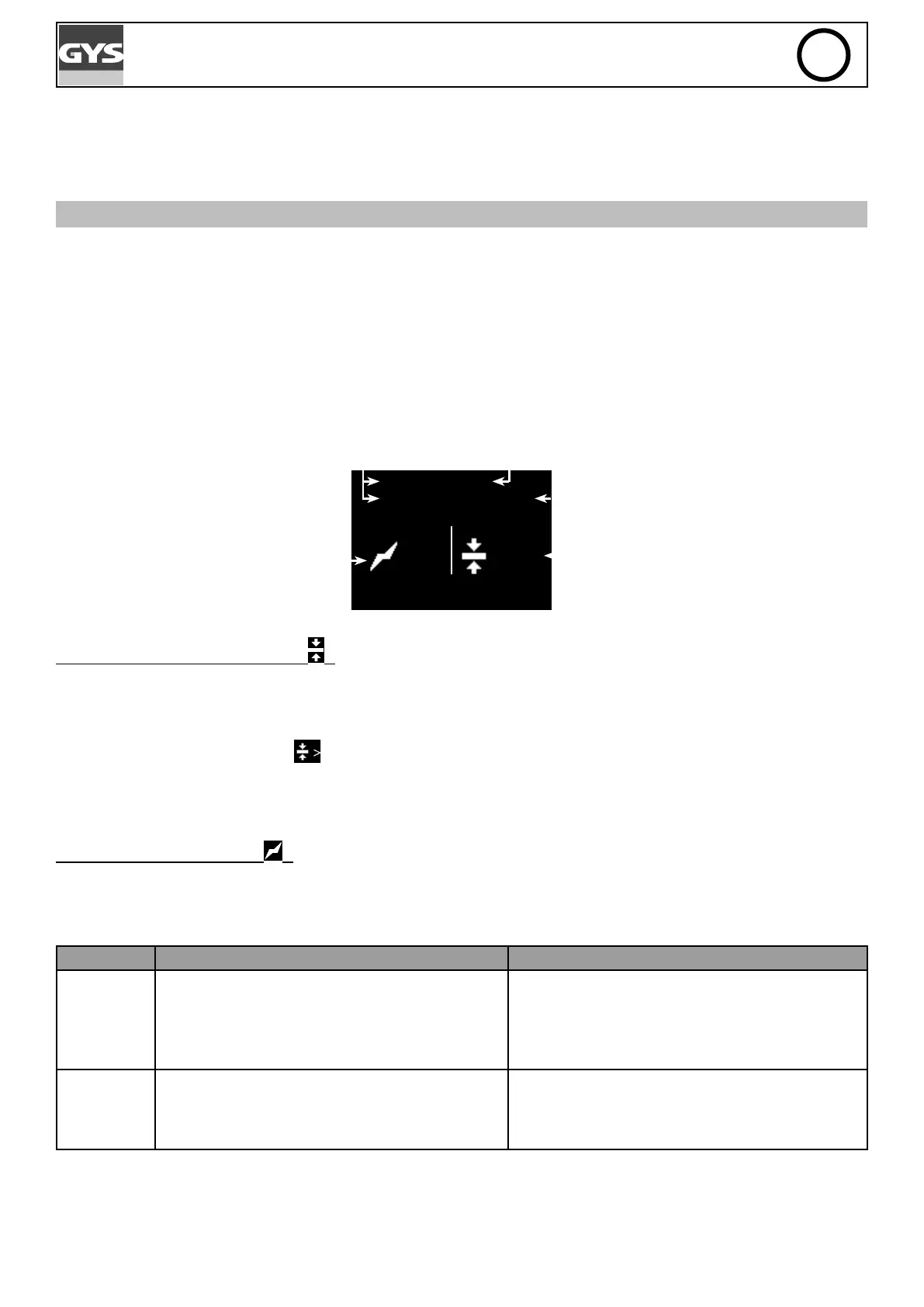
Goujon M5
Fe ArCO_8%
+1
3.0
zone de
message
Tipo, material y tamaño de la
inserción
Gas a utilizar
Grosor de chapa
Coeciente Power
Espesor de la placa portadora (valor )
Para aumentar o disminuir el grosor de la chapa a la que se soldará el inserto, pulse las teclas D+ y D-.
Si el grosor de la chapa es menor que el que se muestra en la pantalla, puede aparecer una marca en el reverso del
cordón de soldadura.
Cuando la estación muestra una « »,el grosor de la chapa es lo sucientemente alto como para que no se marque
en el reverso mientras se tiene una soldadura óptima.
Si este pictograma no aparece, entonces se ha alcanzado el máximo espesor de la hoja. Por encima de este grosor, la
soldadura del inserto ya no está garantizada.
Coeciente de potencia (valor
)
El Coeciente de Potencia se utiliza para ajustar la corriente de ignición, la energía del arco (corriente, tiempo) y la
corriente de mantenimiento.
Power puede arreglarse entre -10 et +10. Para aumentar o disminuir este coeciente, pulse las teclas G+ y G-.
Nota: Las sinergias de la soldadura se optimizan con un valor predeterminado del coeciente de potencia de 0.
Power Acción sobre el producto Resultado en la soldadura
+1 POINT
• Aumento de la corriente de arranque
• 2% de aumento en la corriente del arco hasta
200A, luego 3% de aumento en el tiempo del
arco hasta 500ms.
• Aumento de la corriente de suspensión
• Mejor iniciación del arco en chapas mal desen-
grasadas.
• Mejor preparación para el clima frío (<5°C).
• 2% de aumento en la energía del arco.
-1point
• Disminución de la corriente de ignición.
• Reducción del 2% de la corriente del arco.
• Disminución de la corriente de suspensión.
• Reducción del riesgo de quedarse en la prepara-
ción.
• Cebado adaptado al clima caliente(>35°C).
• Reducción del 2% de la energía de arco."
Para modicar los demás parámetros de soldadura sinérgica (materiales, tipo y tamaño del inserto, gas) consulte el
capítulo «Ajustes sinérgicos».