66
GYSPOT ARCPULL 200
RU
ПРИНЦИП ДЕЙСТВИЯ УСТРОЙСТВА
При включении устройство всегда запускается в синергетическом режиме.
Смена режима (ручной или синергетический) осуществляется через главное меню.
СВАРКА В СИНЕРГЕТИЧЕСКОМ РЕЖИМЕ
В Синергетическом Режиме продолжительность сварки и сила тока на разных этапах автоматически определяются
аппаратом. Тип используемого газа отображается на экране. Если пистолет имеет неправильную полярность, на
экране появится сообщение, и светодиод неисправности (красный) на пистолете начнет мигать.
Различные параметры сварки устанавливаются для добавленных деталей, продаваемых GYS.
Эти синергии остаются действительными для более длинных вставок (≤45 мм), если они относятся к тому же
типу и тому же материалу, что и те, что продаются GYS.
Рекомендуется провести некоторые предварительные сварочные испытания, если используются другие
расходные материалы.
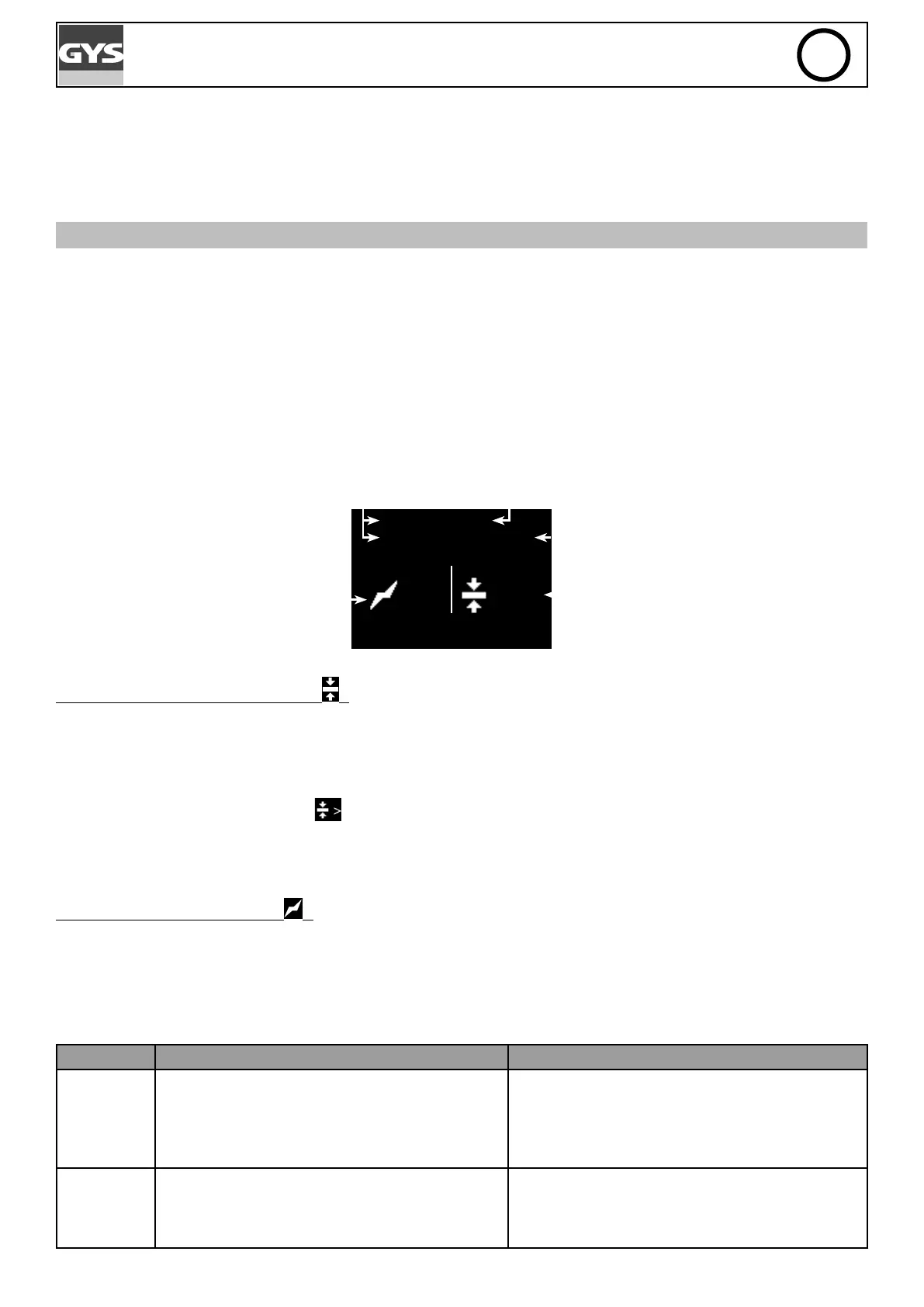
Goujon M5
Fe ArCO_8%
+1
3.0
zone de
message
Тип, материал и размер
вкладыша
Газ что нужно
использовать
Толщина листа металла
Коэффициент Power
Толщина подложки листа (значение )
Чтобы увеличить или уменьшить толщину металла на которой будет свариваться вставка (крепеж) нажмите D+
и D-.
Если толщина листа меньше отображаемой на экране, может появиться отметка на задней стороне сварного
шва.
Когда на станции отображается « », толщина листа достаточно велика, чтобы ее нельзя было разметить
сзади при оптимальном сварном шве.
Если эта пиктограмма не появляется, значит, достигнута максимальная толщина листа. При превышении этой
толщины сварка вставки больше не гарантируется.
Коэффициент Power (значение
)
Коэффициент Power (мощности) регулирует пусковой ток, энергию дуги (ток, время) и ток захвата.
Power (мощность) может быть установлена между -10 и +10. Чтобы увеличить или уменьшить этот коэффициент,
нажмите клавиши G + и G-
Примечание: Синергетический эффект при сварке оптимизирован с использованием значения коэффициента
мощности по умолчанию, равного 0.
Power Действия на аппарате Последствия сварки
+1 POINT
(точка)
• Увеличение тока розжига.
• 2% увеличение тока дуги до 200 А, затем
увеличение времени дуги на 3% до 500 мс.
•Повышение тока захвата
• Лучшее зажигание электрической дуги на
слегка обезжиренных листах.
• Лучшее зажигание в холодную погоду (<5
°C).
• Повышение энергии дуги на 2%
-1 POINT
(точка)
•Снижение тока розжига
•Сокращение на 2% ток дуги
•Снижение ток захвата
• Сокращение риска залипания при розжиге
Розжиг адаптированный для жакрой погоды
(>35°C).
• Снижение энергии дуги на 2%
 Loading...
Loading...






