238
PROGRAMMING EXAMPLES
96-8000
June 1999
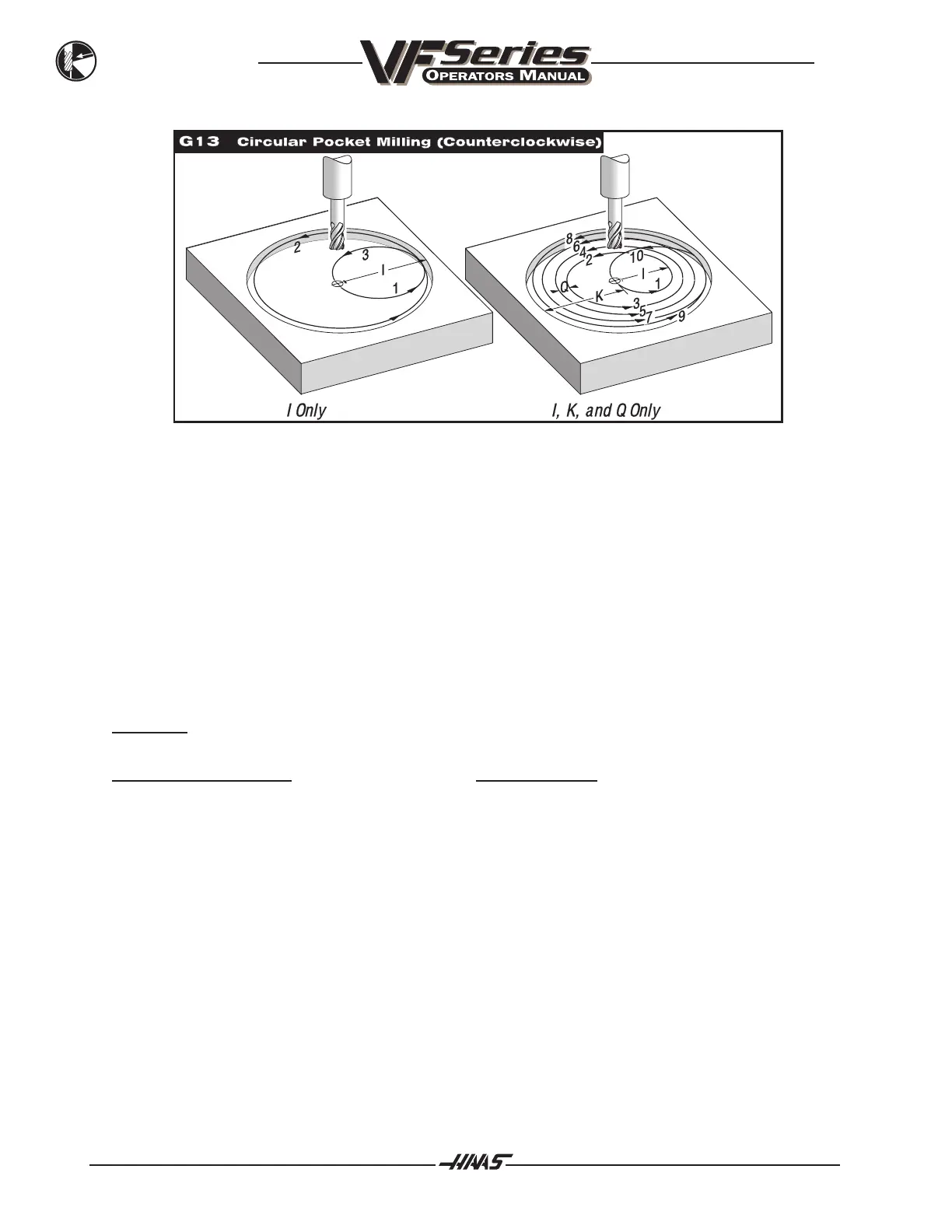
Tool path during G12 and G13 cycles.
PROGRAM LINE REQUIREMENTS:
Z = Depth of cut or increment
F = Feed Rate
I = Radius of first circle (Finished radius if no K specified)
K = Radius of finished circle (If using I, K, and Q)
Q = Radius increment or cutter overlap (Must use with K)
D = Tool geometry offset number (Not required)
L = Loop count for incremental Z depth stepping (Optional)
EXAMPLE G13 single-pass using I only:
PROGRAM EXAMPLE DESCRIPTION
%
O2000 (.500 entered in the Radius/Diameter offset column)
T1 M06 (Tool #1 is a .500 diameter end mill)
G00 G90 G54 X0 Y0 S4000 M03
G43 H01 Z.1 M08
G13 Z-1.0 F20. I.500 D01 (Will complete a one-inch diameter hole one-inch
G00 Z1.0 M09 deep)
G28 G91 Y0 Z0
M30
%
 Loading...
Loading...


