Power unit
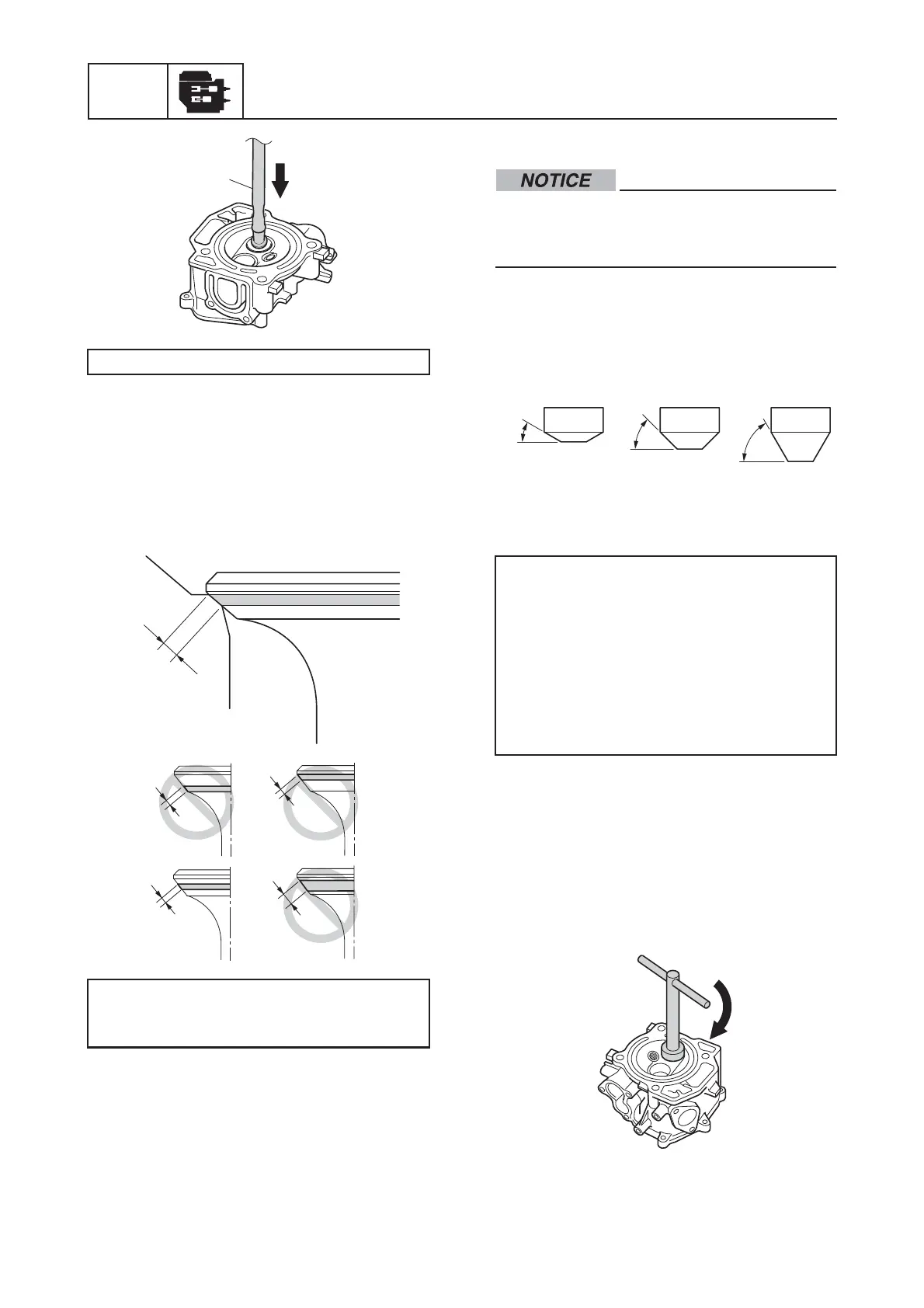
4. Measure the valve seat contact width a
where the blueing dye is adhered to the
valve face. Reface the valve seat if the
valve is not seated properly or if the valve
seat contact width is out of specification.
Check the valve guide if the valve seat
contact width is uneven.
Refacing the valve seat
After every lapping procedure, make sure
to clean off any remaining lapping com-
pound from the cylinder head and valves.
1. Reface the valve seat using valve seat
cutters.
2. Cut the surface of the valve seat using a
45° cutter by turning the cutter clockwise
until the valve seat face has become
smooth. NOTICE: Do not over cut the
valve seat. To prevent chatter marks,
make sure to turn the cutter evenly
using a downward force of 40–50 N
(4.0–5.0 kgf, 8.8–11.0 lbf).
Valve lapper a
Valve seat contact width a
Intake and exhaust:
0.6–0.8 mm (0.02–0.03 in)
a
a
Valve seat cutter holder
Intake:
Valve seat cutter 30°
Valve seat cutter 45°
Valve seat cutter 60°
Exhaust:
Valve seat cutter 30°
Valve seat cutter 45°
Valve seat cutter 60°
45˚
60˚30˚
126