Preventive Maintenance Program
XPR Instruction Manual 809480 19
Be careful that you do not pinch the wires between the cover and the
center panel.
Examine the coolant system
Examine the coolant system for coolant leaks at all connections. Make sure you examine:
The gas connect console
The torch connect console
The torch main body
The internal connection in the plasma power supply
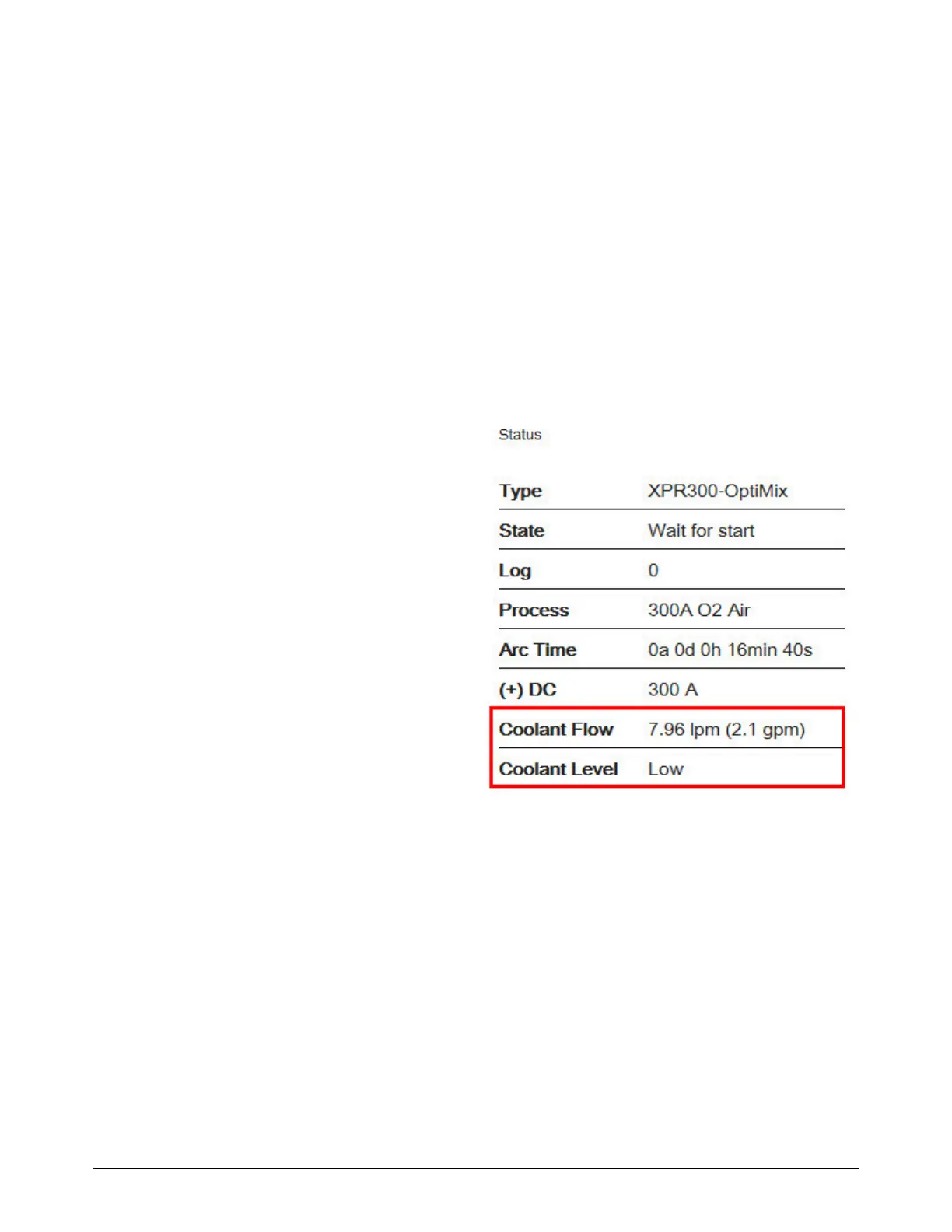
Do the coolant flow test
1. Look at the CNC or plasma power
supply screen on the XPR web interface
to identify the coolant flow rate.
Shown for reference only.
2. Make sure that the coolant flow rate is
acceptable:
Between 3.79 L/min – 11.36 L/min
(1 gal/min –3.0 gal/min) for an
XPR170 cutting system.
Between 3.79 L/min – 9.46 L/min
(1 gal/min – 2.5 gal/min) for an
XPR300 cutting system.
If the flow rate is outside of the
correct range, an internal
obstruction can be the cause.
3. If you find obstructions, remove them. Replace damaged parts if found.
4. If coolant flow remains slow, and it has been more than 6 months since the last coolant
replacement, replace the coolant. See Replace the coolant and coolant filter, and clean and
examine the pump screen on page 21.
Hypertherm recommends coolant replacement every 6 months.
5. If the coolant flow remains slow, see How to measure coolant flow in your system’s instruction
manual.
6. If you cannot find or resolve the problem with these corrective actions, contact your cutting
machine supplier or regional Hypertherm Technical Service team.