51 - 3
Drive Head Maxtrac - Assembly
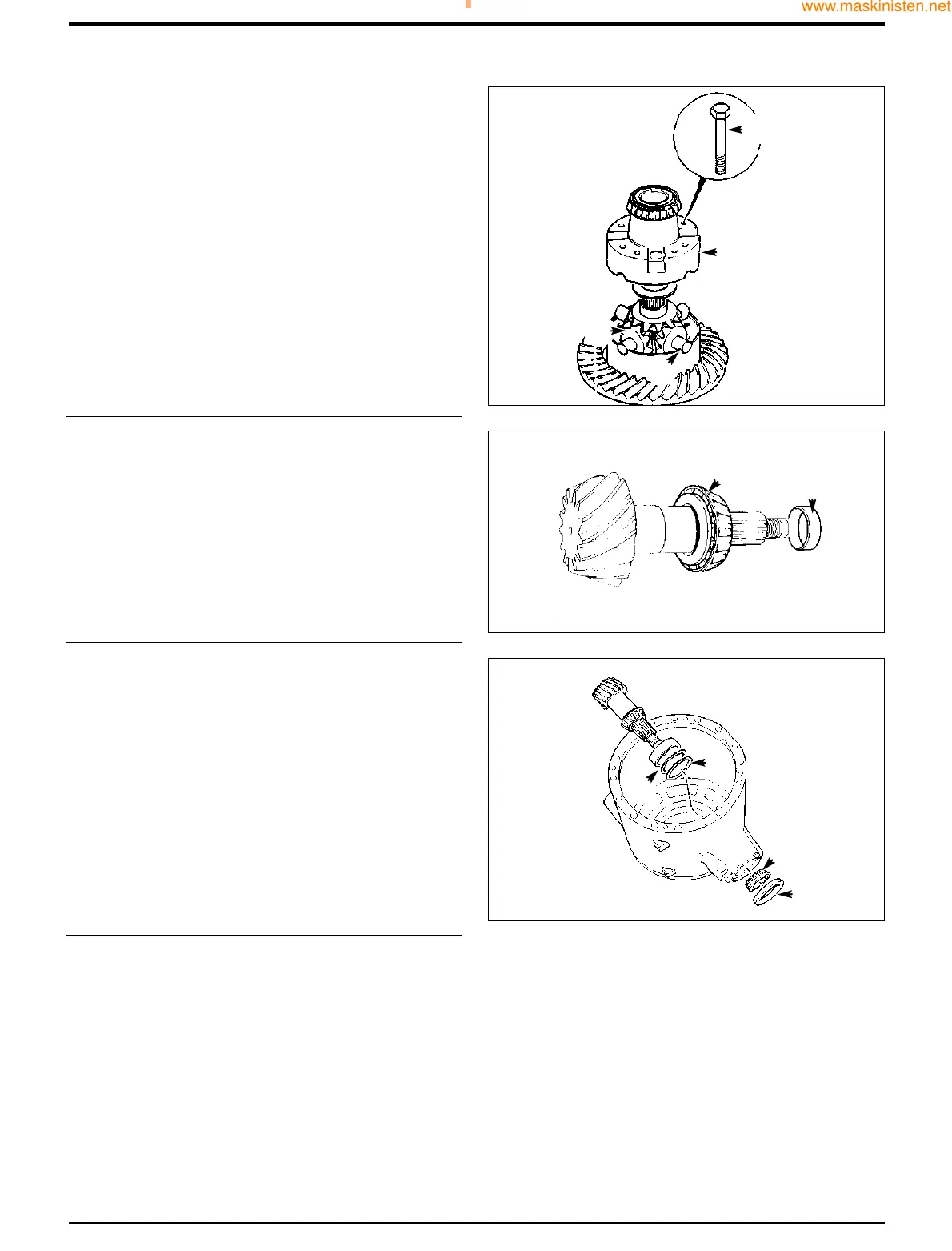
Note: The crown wheel and pinion are matched and should
be renewed as a pair if either one is damaged or excessively
worn. The two differential housing halves are also matched.
Do not use unmatched halves. If required, fit a new
crownwheel to the differential case half, torque tighten
crownwheel retaining bolts to 166 Nm 122 lbf ft; 17 kgf m).
7 Assemble the differential gears and their spherical
washers into the bottom half housing. Fit the differential
bearing cones.
8 Position the top half housing onto the differential,
aligning the match mark letters (see Note above). Apply
JCB Threadlocker & Sealer to the threads of bolts, then
fit and torque - tighten to 56 Nm (42 lbf ft, 6 kgf m).
Check the gears for free rotation.
9 Fit the new inner bearing cone on to the pinion and the
largest available solid spacer Eg (14.20 mm) from the
solid spacer setting kit, refer to Service Tools - Axles.
Note: In the absence of the special tools required or the
correct size solid spacer it is acceptable to fit a collapsible
spacer, refer to Collapsible Spacer Assembly.
10 Determine the correct thickness required for the shims
10, refer to Pinion Depth Setting.
11 Fit shims 10 behind the pinion inner bearing cup. To
ensure the cup is fitted square, use a suitable puller
assembly. Do not use a hammer. Fit the outer bearing
cup.
12 Insert the pinion into its bore. (Before inserting, ensure
that the pinion matches the crownwheel. The code
numbers etched on the pinion end face and the
crownwheel perimeter should be the same.
13 Fit the pinion outer bearing cone. Do not fit the oil seal
at this stage.
Section F Transmission
9803/7130
Section F
51 - 3
Issue 1
Rear Axle
S256080
S256090
S256100
77
88
88
99
99
00
00
77
@@
@@