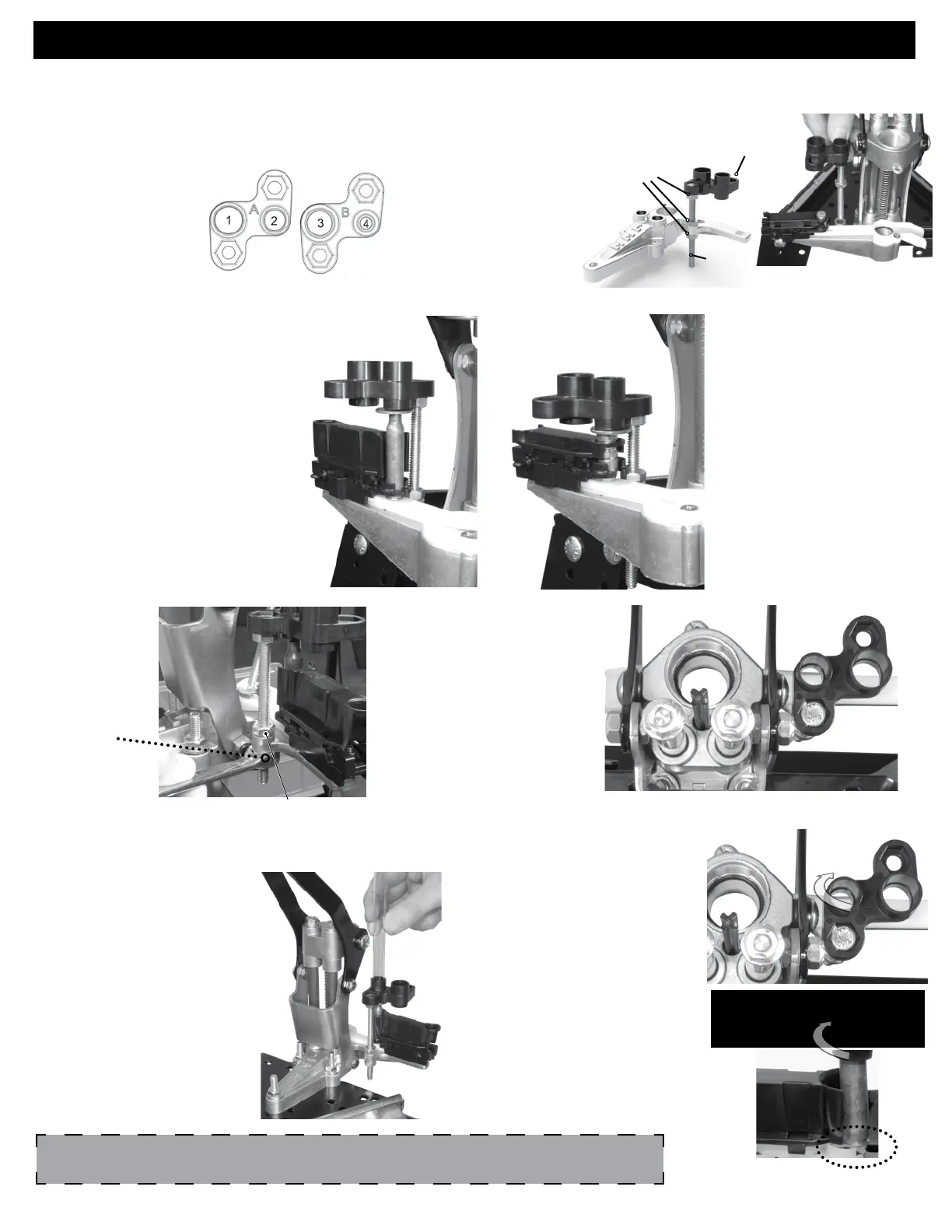
5
Place empty case|bullet into your
previously configured and adjusted
case inserter and position as shown.
Adjust the nut up or down on the tube
support bolt so there is approximately
a coins thickness between the bottom
of the tube support and the top of the
case. Minimizing the clearance gives
the best results.
Select appropriate tube
support PA4360A or
PA4360B by passing
your bullet or case
through. Select the
smallest hole that the
case or bullet will flow
through unrestricted.
Insert ¼” support bolt
into the adjacent hole
you just selected. Secure
bolt with nut. Thread
another nut onto bolt
about half way. Slide the
bolt into the APP base
casting as shown.
FIG. 2
PA4360A PA4360B
Orientation of tube support
FT2457
¼ support bolt
FT1994 (qty. 3)
¼-20 x 7/16 nuts
PA4360A or B
Tube Support
INSTALLING TUBE SUPPORTS
When you secure
the nut, hold and
orientate the tube
support so it does
not interfere with
the press handle
during operation
as shown.
Install clear feed tube for the
appropriate size hole in tube
support.
Note: due to the large
manufacturer’s tolerance on
these tubes, some may fit
loosely in the tube support.
This does not aect anything,
you can tighten the fit with a
round or two of clear tape.
Install the
last nut on
to the tube
support bolt
underneath
base casting,
and tighten nut
above rail with
7
/
16
” wrench.
Lower handle. Re-attach spring to
case inserter actuator. Cycle a few
cases. If the cases drop too soon,
they may rest on top of feed fingers.
Rotate the feed tube support
farther away (clockwise) from
the press to delay the dropping.
Because of the wide range of
diameters and rim configurations,
you will have to fine tune this
position to provide reliable feeding.
Tighten nut above rail
with
7
/
16
” wrench.
Note: while decapping mixed range brass, you may encounter cases with damaged rims that won’t
feed into shell holder. Remove this case and discard or repair rim damage to allow easy entry.
Case rests on fingers. Rotate feed
tube support clockwise from
press to delay the drop.