12 E20
N
Operator’s Manual
2.2
Variable
and oscillating background noise
Press key , if present, and select the channel to program.
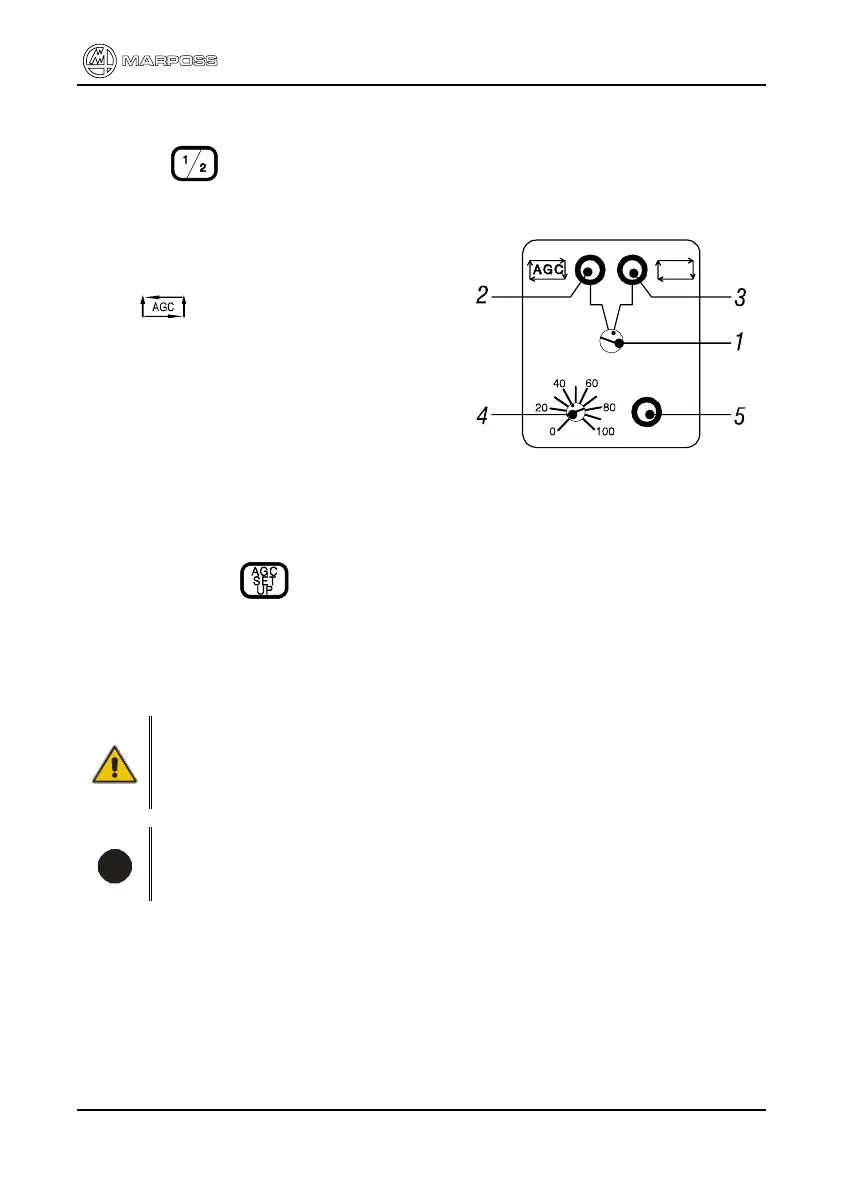
On the programming area of the selected channel proceed as follows:
1.
Bring the selector 1 to the left position
(the LED 2 lights up) to select the
automatic (variable) gain control
(
) feature.
2.
Rotate the potentiometer 4 counterclockwise to "zero".
3.
Bring the wheel almost in contact with the workpiece, reference pin, etc as in
normal working conditions (wheel spinning at work speed, workpiece rotating,
coolant on, etc).
4.
Keeping the key pressed adjust the sensitivity on potentiometer 4 to
amplify the displayed noise slightly below the value of 6,5 on the graduated
bargraph scale and just before the LED 5 switches off.
5.
To verify the programming perform a few cycles and verify that the gap
command is triggered at the right time.
Warning
The background noise acquisition time is 250 ms from the start cycle so
it is mandatory that the grinding wheel reaches the workpiece, reference
pin, dresser, etc. in a greater time.
i
Note
If the type of wheel, workpiece, etc. is changed it may be necessary to
reprogram the system.
In case of dressing cycle control intended as continuity check on the grinding wheel
during the traverse of the dresser it is necessary to make sure that the command is
triggered when there is a contact between dresser and wheel and it is released when
there is a discontinuity (hole or similar) on the wheel.
The dressing can be considered over when, during a complete traverse, the
command is always triggered.