26
Vérouillage du panneau de commande
Tous les boutons et l’encodeur sont vérouillés.
L’afficheur indiquera “PA.L.” pour rappeller que le panneau est
bloqué.
0 = Déverrouillé (réglage par défaut)
1 = Verrouillé
2 = Verrouillé (identique au mode 1)
Option 2 temps pour la gâchette torche
Permet de sélectionner 2 modes différents de contrôle
gâchette en 2 temps.
0: Retour immediate au courant de soudage (réglage par
défaut)
1: Retour au courant de soudage avec la rampe de montée.
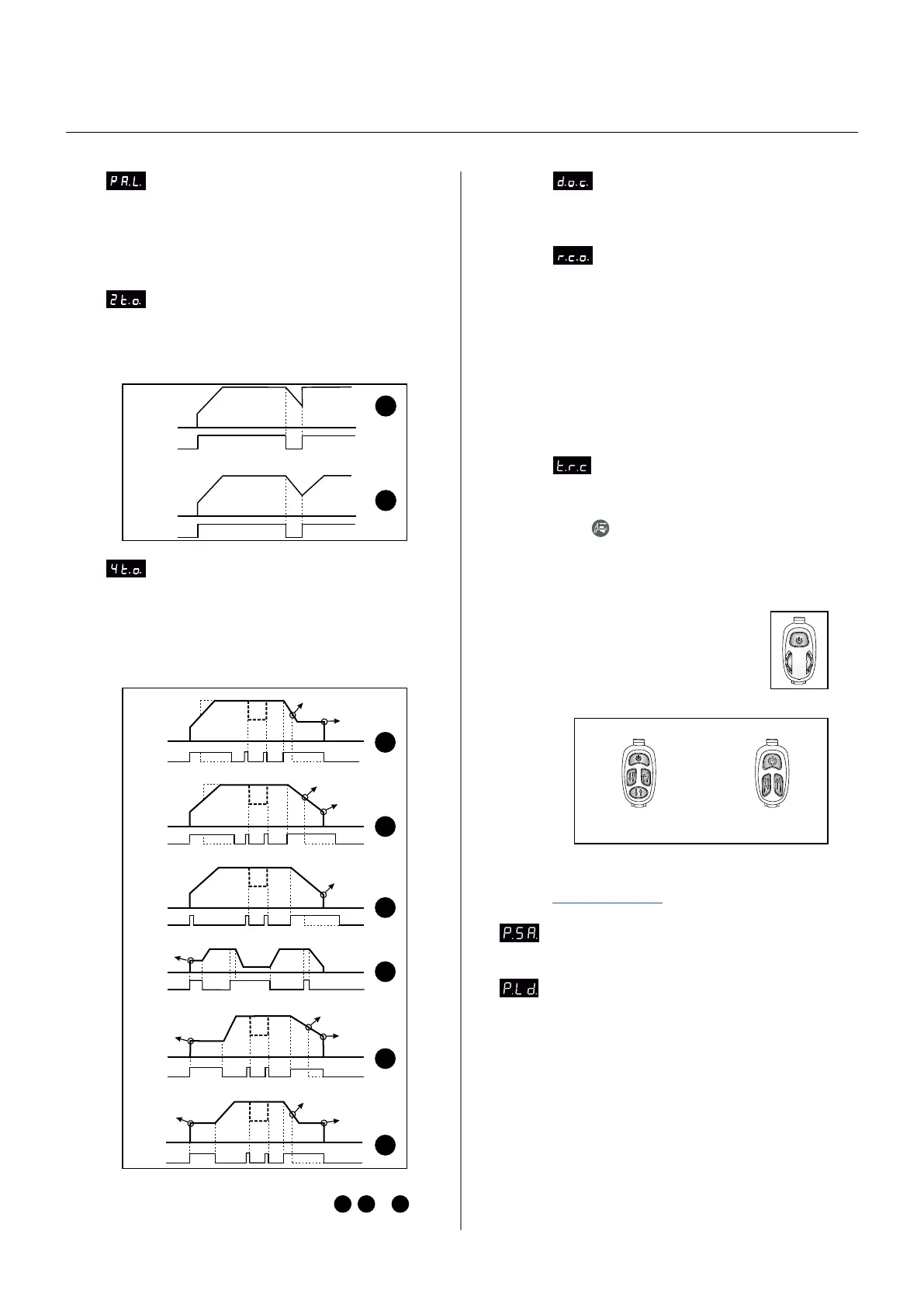
Options 4 temps pour la gâchette torche
Permet de choisir parmi 6 modes 4 temps différents. Le
mode 3, appelé «4T-REPEAT», prolonge l’activité de l’arc en fin
d’évanouissement pour faciliter le redémarrage de la séquence.
La fonction « Second current level » (Second niveau de courant)
est désactivée en mode 3. Pour comprendre ces différents modes
4 temps, voir les diagrammes ci-dessous. Sélectionner le mode
4 temps désiré en choisissant le mode de 0 à 5. (1= réglage par
défaut).
Veuillez noter:
Le courant de démarrage est désactivé en
3
,
4
et
5
si le
temps de monter est fixé à 0.
Dynamic Oxide Control
(pour soudage AC)
0 = Désactivé
1 = Activé (Réglage par défaut)
Option commande à distance
Il est possible de sélectionner 4 réglages différents
en function de la commande à distance utilisée et connectée
sur la prise 8 broches (option). Le réglage du courant de
soudage avec la commande à distance peut être controllé
jusquà la valeur maxi de la machine (MAX) ou jusqu’à une
valeur prédeterminée (SET). La tension de référence externe
peut être de 0-10V ou 0-5V (les conditions 2 & 3 offrent
moins de précision)
0 = 0-10V Imin to ISET (Réglage par défaut)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control
Commande à distance de la torche
S’applique aux versions logicielles à partir de 2.17
Permet de régler l’utilisation de l’unité de commande sur
la poignée de la torche lorsque le réglage de la torche est
activé (
).
0 = Réglage du courant de référence
(paramètre par défaut).
1 = Activation/désactivation de la fonction TIG-A-Tack
(le bouton TIG-A-Tack est désactivé).
L’unité de commande s’utilise
comme suit :
Étapes 1-3 : TIG-A-Tack est activé
Étapes 4-7 : la gâchette est
désactivée
Étapes 8-10 : TIG-A-Tack est désactivé
2 = Module haut/bas
* Maintenir appuyer pour une augmentation/reduction
En savoir plus sur les torches TIG ERGO sur
http://migatronic.com
Enregistrer tous les paramètres du programme dans un
fichier de la carte SD. Insérez une carte SD dans la machine
(même procédure que pour la mise à jour SW).
De la carte SD chargement des paramètres du programme.
Utiliser P.SA. pour enregistrer les paramètres du programme.
Tous ces réglages ne sont pas modifies par une remise à zero
By STEP
By SlopeUP
0
1
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Keep
final current
5
Stop when
slope completed
4
Stop when key is released
Stop when key is released
Stop when
slope completed
Stop when key is released
Keep
start current
Keep
start current
Keep
start current
Stop when key is released
Activation/désactivation
du TIG-A-Tack
2A/
* 2A/*
Gâchette
2A/* 2A/*
Gâchette
4
3
2
9
10
Panneaux de commande PI