66 67
Ochrona przed przywieraniem
Ta spawarka posiada ochronę przed przywieraniem,
która polega na redukcji prądu w momencie przyklejenia
elektrody do materiału spawanego. Ułatwia to oderwanie
elektrody i kontynuowanie spawania.
Reset wszystkich programów do
ustawień fabrycznych
Istnieje możliwość przywrócenia wszystkich
parametrów fabrycznych. W tym przypadku, wszystkie
programy zachowane w spawarce zostaną przywrócone
do następujących ustawień:
• MMA Prąd 80A
• MMA Gorący start 50%
• MMA Moc łuku 50%
• TIG Prąd 80A
• TIG Prąd spawania punktowego 80A
• Wypływ wstępny gazu 0,0 s.
• Wypływ gazu po spawaniu 3,0 s.
• Brak wzrastania/opadania prądu
• Start amp 40%
• Stop amp 20%
• Poziom drugiego prądu 50%
• Natężenie podstawowe 40%
• Częstotliwość szybkiego pulsu 49Hz
• Czas przerwy = Czas pulsu = 0,1 s.
• Równowaga AC-T (AC) 65%
• Nagrzewanie wstępne elektrody (AC) 5
• Częstotliwość (AC) 50Hz
• Równowaga AC-I (AC) 100%
Procedura resetu wygląda następująco:
Wyłącz spawarkę i poczekaj, aż zgaśnie wyświetlacz.
Naciśnij jednocześnie wskazane tu przyciski:
Włącz spawarkę i przytrzymaj powyższe
przyciski wciśnięte do czasu ukazania się “X.XX” na
wyświetlaczu. Następnie je zwolnij.
X.XX to domyślna wersja programu.
Reset jednego programu
do ustawień fabrycznych
Wybierz pożądany program, a potem naciśnij
i przytrzymaj przez 5 s. bez obracania kodera.
Segmenty wyświetlacza będą migać wskazując, że
resetowany jest bieżący numer programu. Po zwolnieniu
przycisku, program zostanie zresetowany do ustawień
fabrycznych (patrz: powyższe wartości).
Menu użytkownika
To menu pozwala na wprowadzanie
zaawansowanych ustawień spawarki.
Aby wejść do menu użytkownika, przyciśnij gałkę na 3
sekundy, w czasie, gdy spawarka nie spawa w trybie MMA
lub TIG. Obróć koder tak, aby wskazać oczekiwaną opcję i
aktywuj wybór naciskając „A”.
Aby zmienić wartości parametrów, przyciśnij gałkę MMA
i obróć koder. Naciśnij „A”, aby zapisać dane. Wyjdź z
menu naciskając ”- - -” za pomocą gałki ”A”.
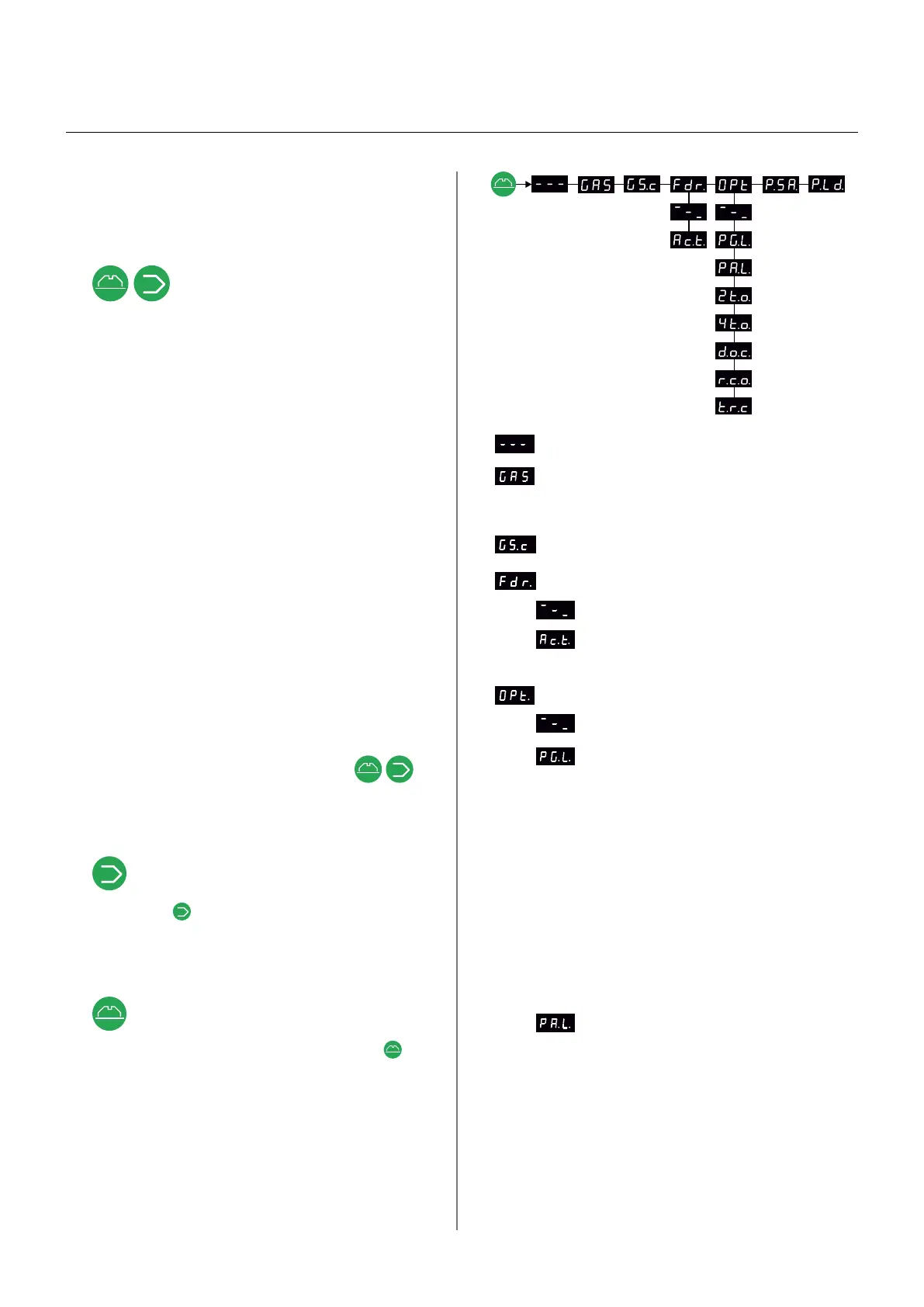
Poniższy schemat ukazuje wszystkie parametry i opcje
zawarte w menu.
Opuść menu użytkownika
Otwórz/Zamknij zawór gazu celem oczyszczenia palnika,
sprawdź butlę z gazem oraz reduktor ciśnienia. Naciśnij
„A”, aby Otworzyć/Zamknąć gaz. Również opuszczenie menu
użytkownika spowoduje zamknięcie przepływu gazu.
Kalibracja przepływu gazu na wartość 10 i 20 litrów za
pomocą przepływomierza (81010000).
Podmenu podajnika drutu
Opuść podmenu
Aktywne sterowanie CWF
0 = brak CWF (domyślne)
1 = co najmniej jeden CWF
Podmenu zawierające różne opcje:
Opuść podmenu (wróć do menu głównego)
BLOKADA programów
Ochrona programów od P3 do P64 (tryb 1) lub
od P1 do P64 (tryb 2) we wszystkich procesach przed
niezamierzoną zmianą:
• prądów spawania, wzrastania/opadania, czasów
• trybu spustu 2T/4T
• referencyjnych zew./wew. źródeł prądu
• pulsacji
Nadal można wybierać różne programy i procesy
spawalnicze. Programy P1 i P2 są odblokowane (tryb 1), co
pozwala na pełną kontrolę właściwych parametrów.
Gdy naciskamy zablokowany przycisk lub obracamy
koderem regulując zablokowane parametry, wyświetla się
“PG.L.” przypominając o aktywnej ochronie.
0 = odblokowany (ustawienie domyślne)
1 = zablokowany od P3 do P64
2 = zablokowany od P1 do P64
BLOKADA panelu
Pełna blokada skrzynki. Unieruchomienie
wszystkich przycisków i kodera.
Gdy naciskamy zablokowany przycisk lub obracamy
koderem, wyświetla się “PA.L.” przypominając o aktywnej
ochronie.
0 = odblokowany (ustawienie domyślne)
1 = zablokowany
2 = zablokowany (jako tryb 1)
PI panele sterowania