46
TIG-hitsaus
TIG-hitsaus
Parametrit voidaan säätää säätimellä kun ne
ovat tulleet näkyviin näytölle. Valitse parametri
painamalla asianomaista näppäintä, jolloin sitä kuvaava
valo syttyy.
Esikaasu l. kaasun esivirtaus [s]
Kaasun esivirtaus on se aika, jonka kaasun virtaus
jatkuu hitsauspolttimen liipaisimen painamisen
ja korkeataajuuskaaren syntymisen välillä. Aika on
säädettävissä 0-10 sek. LIFTIG-sytytyksessä tarkoitetaan
aikaa siihen asti kun poltin nostetaan irti työkappaleesta.
Aloitusvirta [A %]
Välittömästi kun kaari on muodostunut, kone
säätää hitsausvirran arvoksi tässä kohdassa
asetetun parametriarvon. Aloitusvirran tasoksi asetetaan
prosenttiosuus asetetusta hitsausvirrasta, säätöväli
1-200%. Huomaa, että 100%:n yli menevät arvot
aiheuttavat sen, että aloitusvirta on korkeampi kuin
hitsausvirta.
Slope-up – virran nousuaika [s]
Kun kaari on muodostunut, hitsausprosessi
siirtyy virrannousuvaiheeseen, jonka aikana
hitsausvirta nousee aloitusvirran arvosta asetettuun
hitsausvirran arvoon. Aika voidaan asettaa välille 0-20 sek,
säätötarkkuus 0,1 sek.
Sekundäärinen virta (lepovirta)
Arvoksi asetetaan 10-200% hitsausvirrasta.
Aktivoituu ainoastaan 4-tahtihitsauksessa lyhyesti
polttimen liipaisinta painamalla. Huomaa, että 100%:n yli
menevät arvot aiheuttavat sen, että sekundäärinen virta
on korkeampi kuin hitsausvirta.
Huomaa:
Sekundäärinen virta (lepovirta) deaktivoituu hitsausvirran
arvolla 100%.
Slope-down – virran laskuaika [s]
Kun hitsaus on lopetettu liipaisinta painamalla,
kone siirtyy virranlaskuvaiheeseen. Tämän aikana
virta laskee hitsausvirran arvosta lopetusvirran arvoon.
Tähän kuluva aika on virranlaskuaika, joka voidaan säätää
välille 0-20 sek, säätötarkkuus 0,1 sek.
Lopetusvirta [A %]
Virranlaskuvaihe päättyy kun virran taso laskee
lopetusvirralle asetettuun parametriarvoon.
4-tahtihitsauksessa on mahdollista jatkaa lopetus-
virtatilassa kunnes liipaisin vapautetaan. Lopetus-
virran arvoksi asetetaan prosenttiosuus vaaditusta
hitsausvirrasta, säätöväli 1-90%.
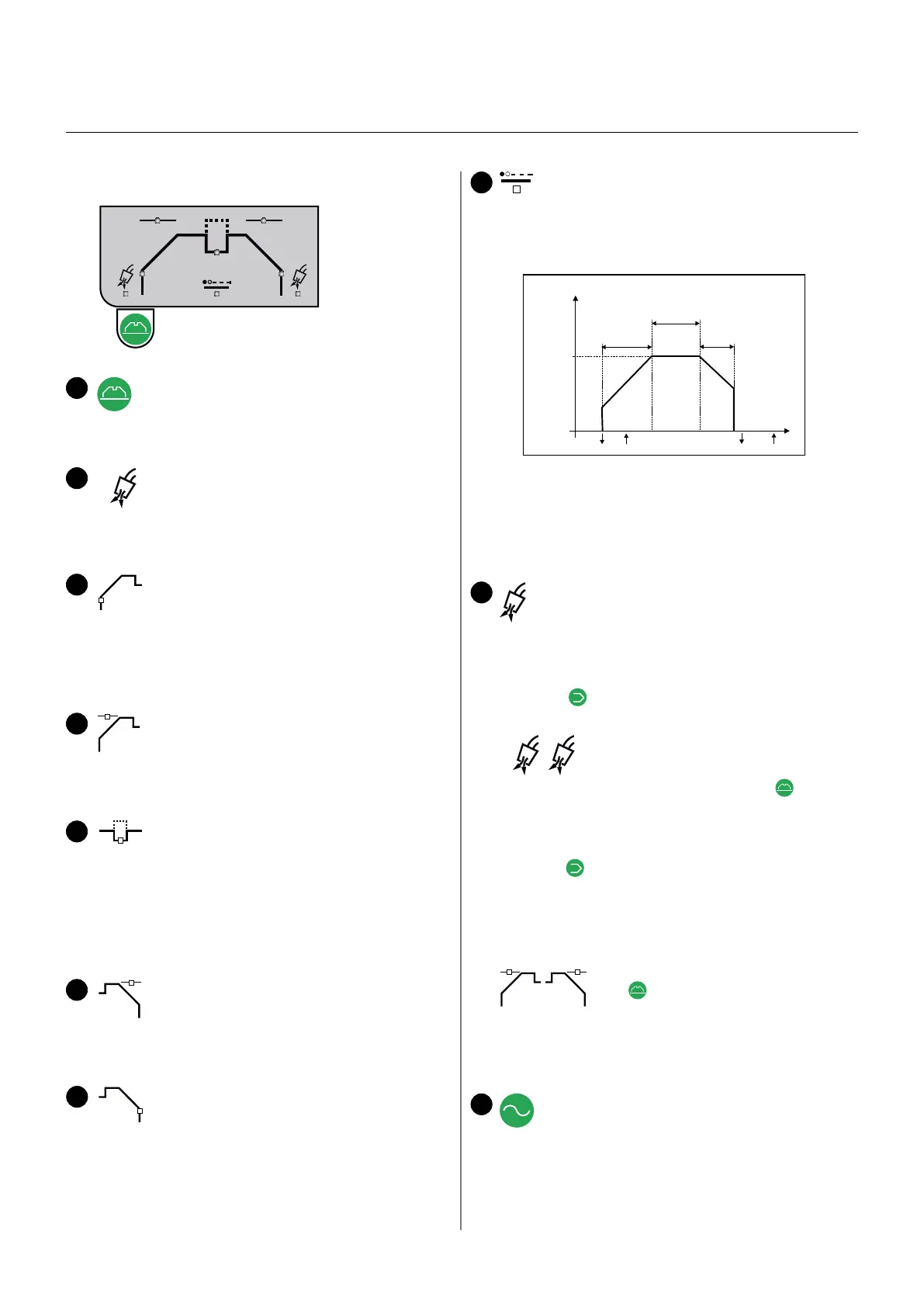
Pistehitsausaika
Pistehitsausaika on TIG-hitsauksessa ajanjakso
virran nousuvaiheen (slope up) ja virran laskuvaiheen
(slope down) välissä. Pistehitsausajan aikana kone hitsaa
säädetyllä virralla. LED-valo vilkkuu toiminnon ollessa
aktivoituna.
Aseta ajastin ennen kaaren sytyttämistä.
Hitsauspolttimella voidaan – riippuen valitusta polttimen
tilasta - keskeyttää pistehitsausaika. Säätöväli 0,01-
600sek. Toiminto on kytketty pois päältä, kun aika-asetus
on asetettu 0 sekuntiin. Ajan voi asettaa 0,01 ja 2,5 sek.
väliin silloitushitsauksessa (lue TIG-A-Tack kohta).
Jälkikaasu l. kaasun jälkivirtaus [s]
Kaasun jälkivirtaus on se aika, jonka kaasu
virtaa kaaren sammumisen jälkeen. Säätöväli on
0-20sek.
Synerginen kaasunjälkivirtaus voidaan asettaa 0 sek.
alkaen, jos IGC toiminto on asennettu koneeseen. Näyttö
ilmoittaa valitun kaasunjälkivirtauksen.
Painamalla -painiketta ja valitsemalla säätimestä voi
synergisen kaasun jälkivirtauksen säätää +/- 50%.
IGC Kaasunsäätö (lisävaruste)
Kaasuvirran säätäminen on mahdollista
mikäli lisävarusteena hankittava
kaasuvirran säätövarustus on asennettu. Paina
-näppäintä kunnes kaasun esivirtauksen ja jälkivirtauksen
kuvakkeet syttyvät. Kaasuvirta on säädettävissä 4-26 l/min.
Synerginen kaasunvirtaus (määrä) aktivoituu 4 l/min
alkaen. Näyttö ilmoittaa IGC ja valitun kaasunvirtauksen.
Painamalla -painiketta ja säätämällä oikeanpuolisesta
säätimestä voi valita kaasunvirtauksen +/- 50% (jos
toiminto on aktivoitu).
Kaasuventtiili tulee aukaista kokonaan ja säätää
kaasunvirtaus “OPn” (27 L), joka tapauksessa suuremmaksi
kuin koneen kaasunvirtaus.
CWF Lankaohjelma (Lisävaruste)
Paina , kunnes virrannousu- ja
virranlaskuvalo aktivoituu. Näyttö
näyttää X.YY, mistä X on CWF ID-numero ja YY on CWF
–langansyöttöohjelman numero. Säätönapista täytyy
valita yksikkö/ohjelma. 0.00 tulee näyttöön, jos CWF ei ole
aktiivinen eli kytketty (tehdasasetus).
Virtatyyppi
Näppäintä painamalla valitaan joko vaihtovirta
(AC) tai tasavirta (DC). TIG-hitsausprosessissa
vaihtovirtaa käytetään alumiinin ja sen seosten
hitsaamiseen, tasavirtaa muiden materiaalien
hitsaamiseen.
12
13
aika
Amp
liip. alas ( ) / ylös ( )
slope-up
slope-down
pistehitsaus-aika
t
t
1
5
6
7
8
t 1 t 2
t
1
9
11
10
14
PI ohjauspaneeli