28
TIG svetsning
TIG svetsning
Parametrarna kan ställas in med hjälp av vridknappen,
när de visas i displayen. Tryck på knappen, tills den
relevanta parameter är vald.
Gasförströmning/Pre-flow [s]
Gasförströmnings¬tiden är tiden, från det att
brännaravtryckaren aktiveras, och gasströmningen
startar, tills HF-tändningen kopplas in. Tiden kan ställas
in mellan 0 och 10 sekunder. I LIFTIG varar perioden, tills
brännaren lyfts bort från ämnet.
Startström [A%]
Efter att ljusbågen är etablerad, reglerar maskinen
svetsströmmen till det värdet, som är angivet
med denna parameter. Startströmmen ställs in som en
procentdel av svetsströmmen och är variabel mellan
1-200% av svetsströmmen. Observera att ett strömvärde på
högre än 100% genererar en startström, som är högre än
svetsströmmen.
Slope-up [s]
När ljusbågen är etablerad, går svetsprocessen
in i slope-up-fasen, där svetsströmmen ökas
från det värde, som är vald som startström, till den
önskade svetsströmmen. Varaktigheten av denna fas är
strömstigningstiden. Tiden kan ställas in mellan 0 och 20 sek.
i steg om 0,1 sek.
Sekundär strömnivå
Variabel från 10 till 200% av svetsströmmen. Denna
funktion är endast aktiv i fyrtakt. Det är möjligt att välja
sekundär strömnivå under svetsning genom att snabbt trycka
in och släppa brännaravtryckaren (under 0,3 sek. tryckning).
Observera att ett strömvärde på mer än 100% genererar en
sekundär ström, som är högre än svetsströmmen.
Observera:
Funktionen sekundär ström deaktiveras vid ett strömvärde på
100%.
Slope-down [s]
När svetsningen stoppas med brännaravtryckaren,
går maskinen in i slope-down-fasen. I loppet av
denna fas sänks strömmen från den inställda svetsströmmen
till slutströmmen. Det är varaktigheten av denna fas, som
ställs in som strömsänkningstiden. Tiden kan ställas in mellan
0 och 20sekunder i steg om 0,1 sek.
Slutström [A%]
Strömsänkningsfasen avslutas, när strömstyrkan
har fallit till slutströmmen. Det är i fyrtakt möjligt
att fortsätta i slutströmmen, tills brännaravtryckaren släpps.
Slutströmmen ställs in som en procentdel mellan 1 och 90%
av den inställda svetsströmmen.
11
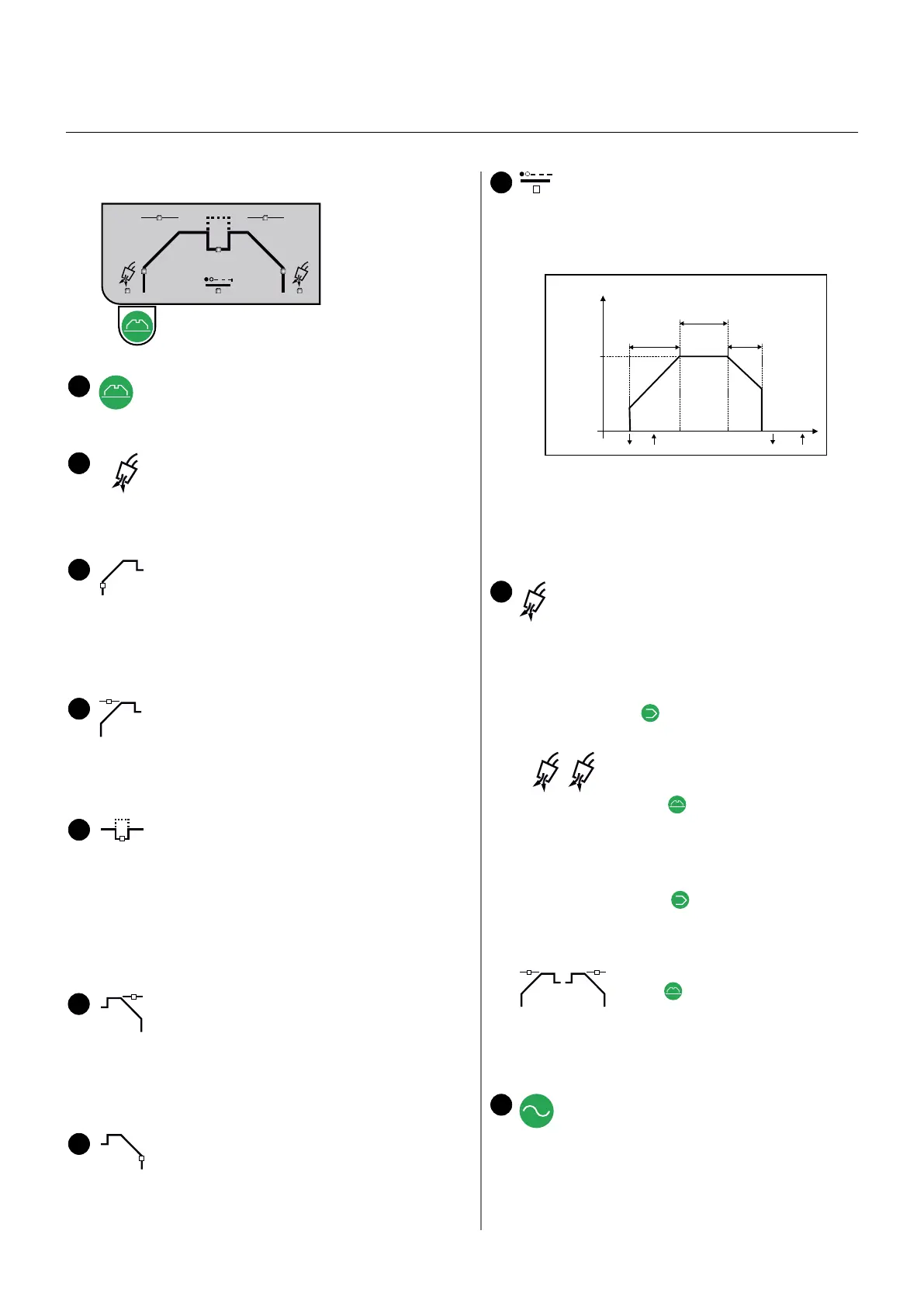
Punktsvetstid
Punktsvetstiden i TIG är tiden, från det att ström-
stigningen är avslutad, tills strömsänkningen påbörjas.
Punktsvetstiden är därför den tid, som det svetsas
med den inställda strömmen. Ljusdioden blinkar, när
funktionen är aktiv.
Tiden skall ställas in, innan ljusbågen tänds. Genom att
släppa svetsbrännarens avtryckare är det möjligt att
avbryta punktsvetstiden. Tiden kan ställas in mellan 0,01-
600sek. Funktionen är frånkopplad när tiden är inställd
till 0 sek. Under häftsvetsning kan tiden ställas in från
0,01sek. till 2,5 sek. (se TIG-A-TACK).
Gasefterströmning/Post-flow [s]
Gasefterströmningstiden är tiden, från det att ljus-
bågen slocknar, tills gastillförseln avbryts. Tiden
kan ställas in mellan 0 och 20 sekunder.
Synergisk post-flow (tillval) kan aktiveras genom att ställa
in tiden till mindre än 0 sek., om IGC kit är monterat.
Displayen visar då IGC, och den aktuella gasefterström-
ningen. Den synergiska postflowen kan justeras +/- 50%
genom att trycka på -knappen och justera på vrid-
knappen (när funktionen är aktiv).
IGC Gaskontrollkit (option)
Inställning av gasflowmängden är möjlig
om ett gaskontrollkit är installerat som
extrautrustning. Tryck på -knappen tills gasför- och
efterströmnings-ikonerna lyser. Gasflowet kan ställas in
mellan 4 och 26 l/min.
Synergisk gas flow kan aktiveras genom att ställa in l/min
till mindre än 4 l. Displayen visar då IGC och den aktuella
gas flowen. Den synergiska gasflowen kan justeras +/-
50% genom att trycka på -knappen och justera på
vridknappen (när funktionen är aktiv).
Gasregleringen sätts ur drift och gasventilen öppnas helt
genom att ställa in gasflowraten till “OPn” (27l).
CWF trådprogram (option)
Tryck på -knappen tills strömstignings-
och strömsänknings-ikonerna tänds.
Displayen visar X.YY, där X är CWF enhetens ID-nummer,
och YY är CWF-enhetens trådprogram. Vrid på vrid-
knappen för att välja ID/program. 0.00 används, när CWF
är bortvalt (fabriksinställning).
Strömtyp
Används till val av AC (svetsning med växelström).
Vid TIG svetsning används växelström till svetsning
av aluminiumlegeringar. Övriga material svetsas med
likström.
14
10
13
t
2
t
t
1
7
8
9
12
tid
ström
tryck ned ( ) / op ( )
slope-up
slope-down
punkt-
svetstid
5
6
t 1 t 2
t
1
PI funktionspaneler