56
Control Dinámico del Oxido
(para soldadura AC)
0 = Deshabilitado
1 = Habilitado (ajustes de fábrica)
Opción de Control Remoto
Es posible seleccionar 4 maneras diferentes
dependiendo del dispositivo externo conectado a la
clavija de 8-polos (opcional). La corriente de soldadura
puede ser controlada previamente hasta SET o hasta
MAX. El voltaje externo de referencia puede ser 0-10V
o 0-5V (Las condiciones 2 & 3 presentan la resolución
más baja).
0 = 0-10V Imin to ISET (ajustes de fábrica)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control
(Mando a distancia en la antorcha)
Se aplica a las versiones de software a partir de 2.17
Hace posible controlar cómo usar la unidad de mando
a distancia de la empuñadura cuando el ajuste de
antorcha está habilitado (
).
0 = Ajuste de la corriente (ajuste de fábrica)
1 = Habilitar/deshabilitar TIG-A-Tack
(el botón TIG-A-Tack está deshabilitado).
La unidad de control se maneja de la siguiente
manera:
Pasos 1-3: TIG-A-Tack está
habilitado
Pasos 4-7: El gatillo está
deshabilitado
Pasos 8-10: TIG-A-Tack está
deshabilitado
2 = Módulo Arriba/Abajo
* Mantenga presionado para un
aumento/disminición constante
Obtenga más información sobre las antorchas de
TIG Ergo en: http://migatronic.com
Guarda todos los ajustes del programa en un archivo
de la tarjeta SD. Inserte una tarjeta SD en la máquina
(el mismo procedimiento que para la actualización del Software).
Carga los ajustes de programa desde una tarjeta SD.
Utiliza P.SA para guardar los ajustes del programa.
Todos los ajustes de arriba no son modificados via Reset.
Opción de 2 tiempos para el gatillo de la
antorcha
Permite definir 2 maneras diferentes el control del gatillo
de la máquina durante la rampa de bajada. Para una
descripción detallada de los diferentes comportamientos,
mirar los siguientes diagramas.
0: Retorno inmediato a la corriente de soldadura
(por defecto)
1: Retorno a la corriente de soldadura mediante
rampa de subida.
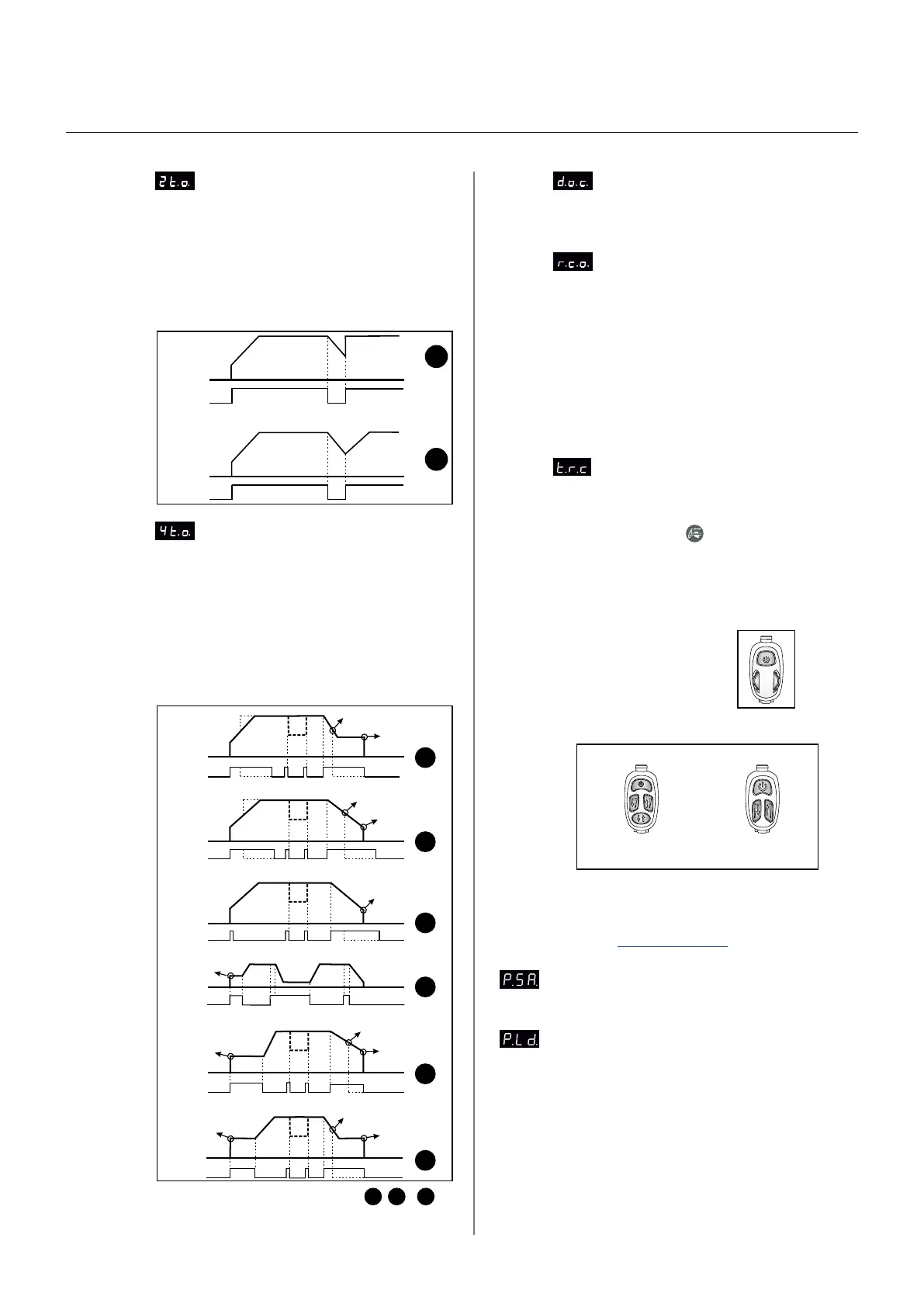
Opción de 4 tiempos para el gatillo de la
antorcha
Permite definer 6 maneras diferentes del control del
gatillo de la antorcha cuando la máquina es ajustada
como modo 4 tiempos (Lift or HF). El modo 3 se llama
4T-REPEAT y permite mantener el arco encendido también
al final de la rampa de bajada para un reinicio más fácil
de la secuencia. En Modo 3 la función “Nivel de corriente
secundaria” está desactivada. Para una descripción más
detallada de los diferentes comportamientos mirar los
siguientes diagramas. Seleccionar un valor en el rango 0...5
(1=ajuste por defecto).
Nota: La corriente inicial se desactiva en
3
,
4
y
5
si
el tiempo se rampa de subida se fija en 0.
By STEP
By SlopeUP
0
1
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Keep
final current
5
Stop when
slope completed
4
Stop when key is released
Stop when key is released
Stop when
slope completed
Stop when key is released
Keep
start current
Keep
start current
Keep
start current
Stop when key is released
Activación/Desactivación
TIG-A-Tack
2A/
* 2A/*
Gatillo
2A/* 2A/*
Gatillo
4
3
2
9
10
PI paneles de control