62 63
3
4
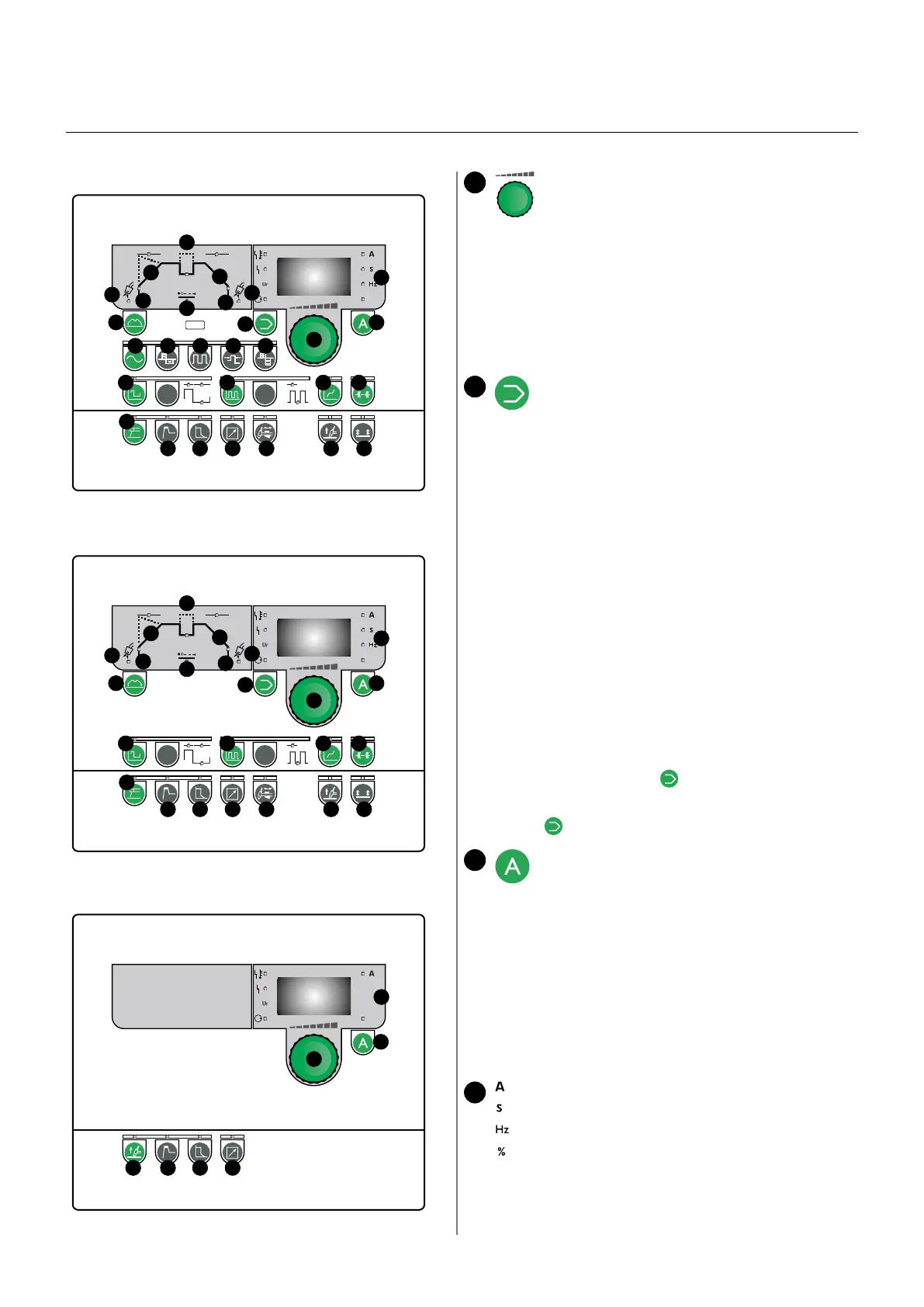
Gałka sterowania
Wszelkie parametry ustawia się za pomocą jednej
gałki sterowania. Obejmują one prąd, czas pulsu,
czas wzrastania prądu, itd.
Gałka ta znajduje się po prawej stronie panelu sterowania.
Cyfrowy wyświetlacz ukazuje wartość ustawianego
parametru. Jego jednostka miary ukazana jest po prawej
stronie wyświetlacza.
Parametr wybieramy za pomocą danego przycisku w
odpowiedniej sekcji. Zapalenie się wskaźnika sygnalizuje
wybrany parametr. Następnie gałką sterowania ustawiamy
nową wartość.
Przechowywanie parametrów - programy
Ta funkcja umożliwia przechowywanie programów
(często używanych ustawień spawarki) i
przechodzenie pomiędzy kompletnymi programami. Po
naciśnięciu przycisku wyświetla się „P” oraz numer: „1”,
„2” itd. Każdy numer oznacza program ze wszystkimi
parametrami i funkcjami spawarki. Dlatego możliwe
jest ustawienie jednego programu dla każdego zadania
spawalniczego, do którego spawarka jest wykorzystywana.
Możliwe jest przechowywanie 64 ustawień w każdym
procesie spawania (MMA DC, MMA AC/DC, TIG DC i
TIG AC/DC)
Każdy program wybrać można poprzez:
1. Wybór pomiędzy MMA a TIG.
2. Potem wybór pomiędzy DC a AC.
3. Wybór numeru programu (P01…P64). Gałka sterowania
może służyć do przeskakiwania pomiędzy programami,
gdy przycisk pozostaje wciśnięty.
Ostatnio używane ustawienie programowe w odpowiedniej
grupie programów (MMA DC, MMA AC, TIG DC i TIG AC)
ukaże się po wyborze przycisku programu.
Reset programów spawalniczych
Wybierz program, który chcesz przywrócić do ust.
fabrycznych. Potem naciśnij i przytrzymaj przez 10 s. bez
obracania koderem. Program został zresetowany, jeśli numer
programu miga na wyświetlaczu; teraz możesz zwolnić
przycisk .
Prąd spawania/Napięcie łuku
Przycisku używamy do wyświetlenia prądu spawania.
Zakres regulacji: 5A - 350A lub 500A, zależnie od
modelu spawarki. Po zatrzymaniu procesu spawania, na
wyświetlaczu ukazany jest prąd nastawiony, jednak w trakcie
spawania ukazany jest prąd rzeczywisty. W trakcie spawania
z pulsem, średni prąd spawania ukazuje się automatycznie,
gdy zmiany pomiędzy prądem spawania a prądem
podstawowym są zbyt szybkie do odczytania.
Przytrzymaj przycisk przez 3 sekundy, w celu wyświetlenia
napięcia łuku (dotyczy TYLKO TIG DC oraz MMA DC).
Naciśnij „A” po raz kolejny, aby wyświetlić prąd spawania.
Przy regulacji parametrów użyj tego klawisza, aby wrócić do
wyświetlania wartości prądu.
Jednostki parametrów
Jednostki miary wybranych parametrów.
1
2
t 1 t 2
%
V
TIG AC/DC
DOC
1
2
3
4
5
6
7
8
9
12
10
11
13
20
14 15 16 17 18
19 21 22
23
24 25 2627 28 29
t 1 t 2
%
V
TIG DC HP
AC/DC panel sterowania
DC panel sterowania
1
2
3
4
5
6
7
8
9
12
10
11
13
2019 21 22
23
24
25 2627
28 29
%
V
MMA
MMA panel sterowania
1
3
4
24 25 2728
PI panele sterowania