OM-283935 Page 68
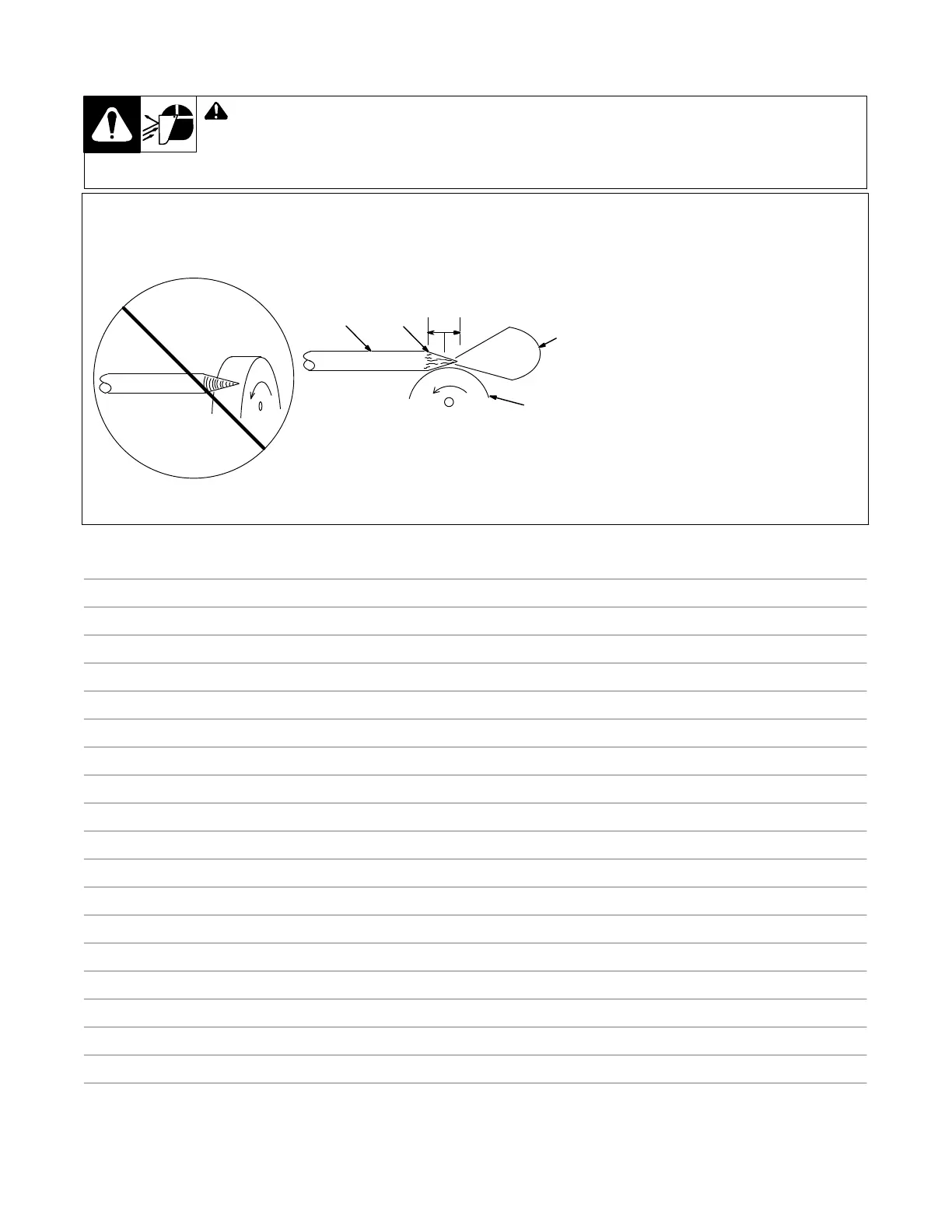
12-2. Preparing Tungsten Electrode For DC Electrode Negative (DCEN) Welding
Or AC Welding With Inverter Machines
Grinding the tungsten electrode produces dust and flying sparks which can cause injury and start fires.
Use local exhaust (forced ventilation) at the grinder or wear an approved respirator. Read MSDS for safety
information. Consider using tungsten containing ceria, lanthana, or yttria instead of thoria. Grinding dust
from thoriated electrodes contains low-level radioactive material. Properly dispose of grinder dust in an
environmentally safe way. Wear proper face, hand, and body protection. Keep flammables away.
Ideal Tungsten Preparation − Stable Arc
1 Grinding Wheel
Grind end of tungsten on fine grit, hard
abrasive wheel before welding. Do not use
wheel for other jobs or tungsten can become
contaminated
causing lower weld quality.
2 Tungsten Electrode
A 2% ceriated tungsten is recommended.
3 Ideal Grind Angle Range: 15° to 30°
. 30 degrees is the recommended elec-
trode grind angle.
4 Straight Ground
Grind lengthwise, not radial.
1
3
Causes Wandering Arc
2
Wrong Tungsten
Radial Grinding
Preparation
15° to 30°
4
1-1/2 To 4 Times
Electrode Diameter
Notes