4 - 63 4 - 63
4 SFC PROGRAM CONFIGURATION
MELSEC-Q
[Operation Error]
• When the specified transition condition does not exist or the SFC program is in a wait state
........................................................................................................................... Error No. 4631
[Program Examples]
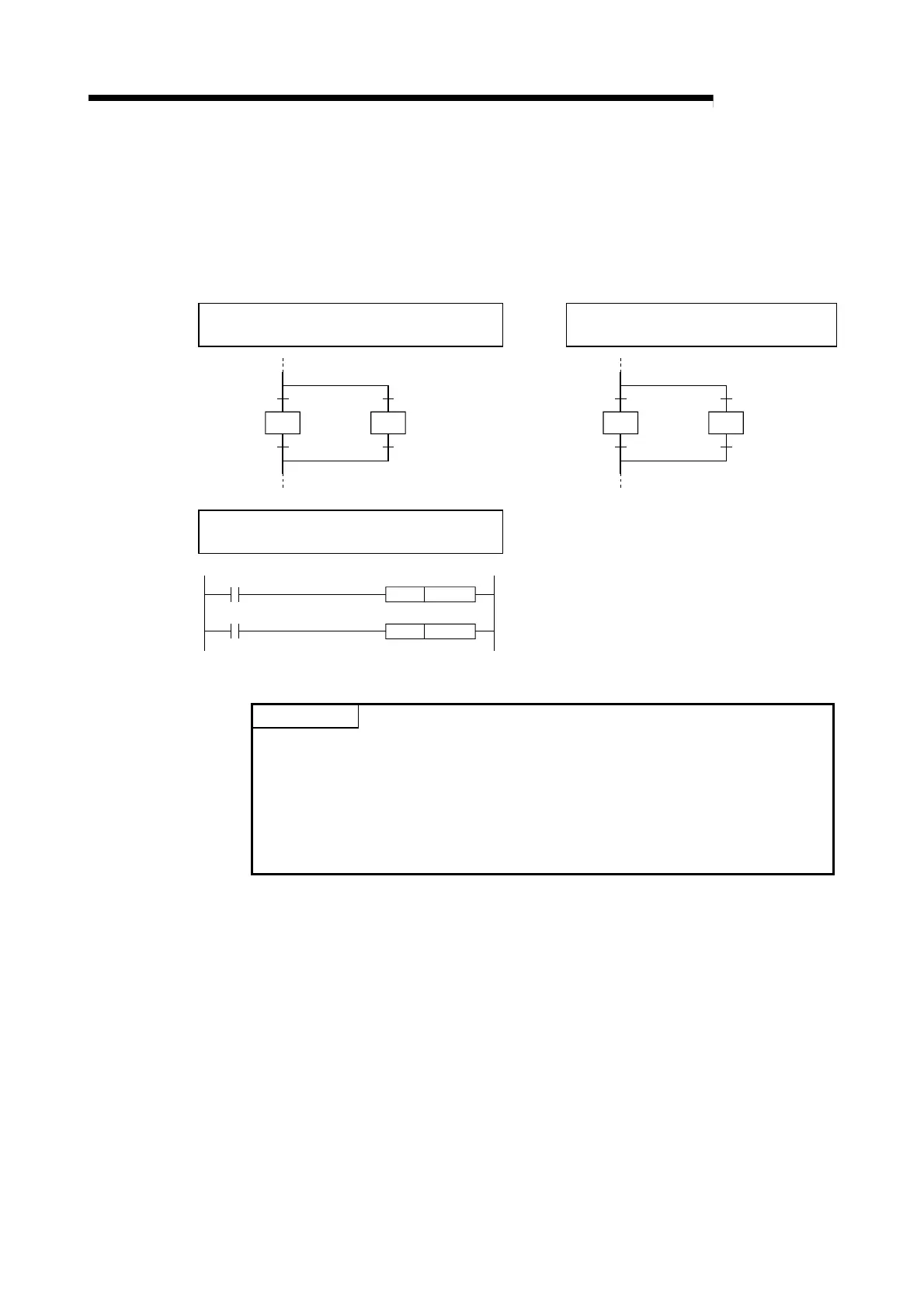
(1) When X1 switches ON, the following program executes a forced transition at transition
condition 1 of block 1. The forced transition setting is canceled when X2 switches ON.
When step is designated by operation
output of block 1
When step is designated by operation
output of other than block 1
aX1
sTR1
aX2
rTR1
aX1
sBL1\TR1
aX2
rBL1\TR1
When step is designated by sequence
program
X1
SET BL1\TR1
X2
RST BL1\TR1
POINTS
This instruction checks, from the first sequence step of the specified block in series,
whether or not the specified transition condition number is existed.
Because of this, processing time of the instruction differs depending on the
program capacity of the specified block (number of sequence steps), a maximum of
hundred and several tens ms may be taken.
In case of occurring WDT error (error code: 5001), change the WDT setting value
with the PLC RAS setting in the PLC parameter.

 Loading...
Loading...







