Remove the piston pin retainer from each side and push
the piston pin out. Remove dirt and deposits
from
the
piston
surfaces
with
an
approved
cleaning solvent.
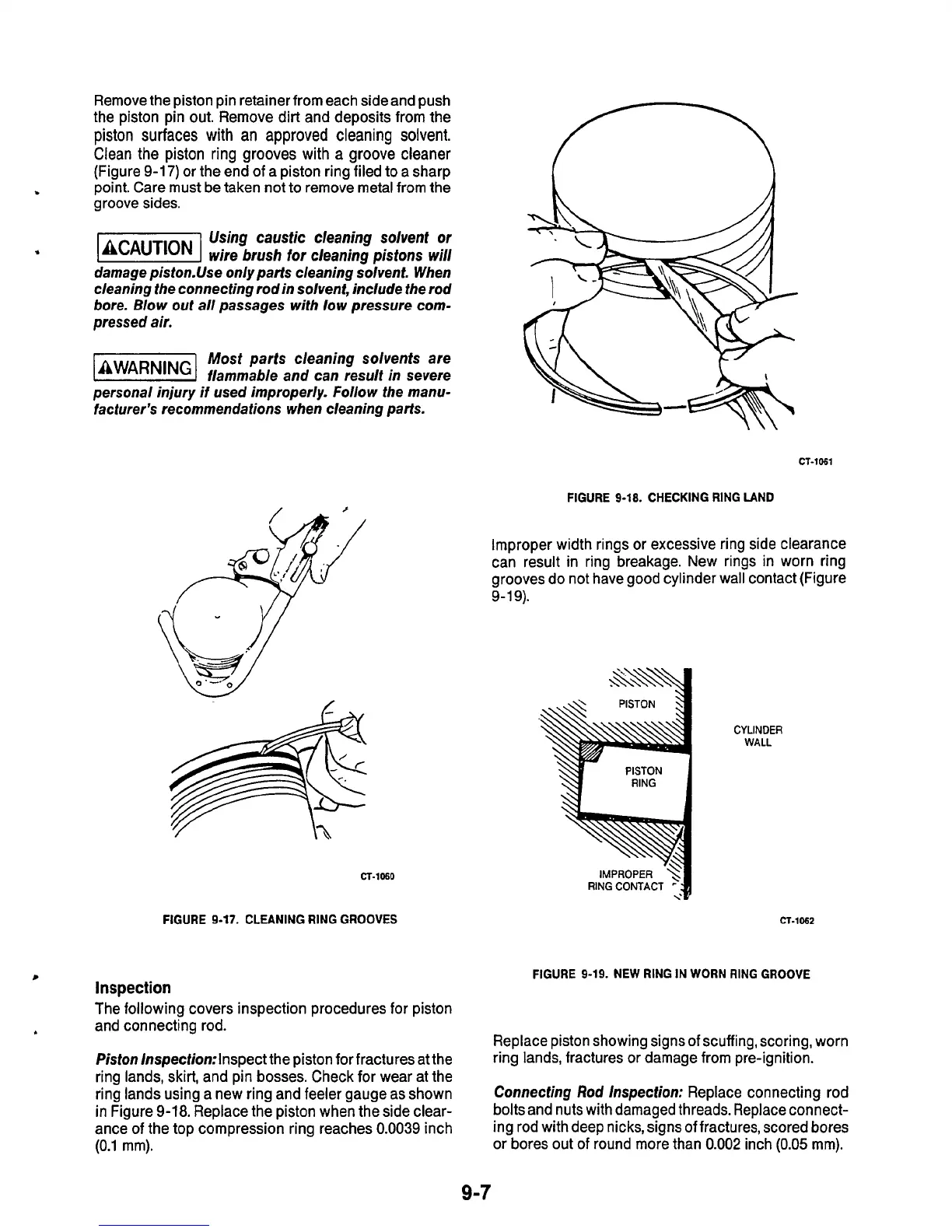
Clean the piston ring grooves with
a
groove cleaner
(Figure
9-17)
or the end
of
a piston ring filed to a sharp
point. Care must be taken not to remove metal from the
groove sides.
Using caustic cleaning solvent or
damage piston.Use only parts cleaning solvent. When
cleaning the connecting rod in solvent, include the rod
bore. Blow
out
all passages with low pressure
com-
pressed air.
8
-1
wire brush for cleaning
pistons
will
Most
parts cleaning solvents are
flammable and can result in severe
personal injury
if
used improperly. Follow the manu-
facturer's recommendations when cleaning parts.
CT-1061
FIGURE
9-18.
CHECKING RING LAND
CT-1060
FIGURE
9-17.
CLEANING RING GROOVES
c
Inspection
The following covers inspection procedures
for
piston
.
and connecting rod.
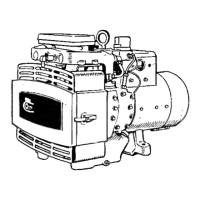
Piston
InspectionAnspect
the piston
for
fractures at the
ring lands, skirt, and pin bosses. Check for wear at the
ring lands using a new ring and feeler gauge as shown
in Figure
9-18.
Replace the piston when the side clear-
ance
of
the top compression ring reaches
0.0039
inch
(0.1
mm).
Improper width rings or excessive ring side clearance
can result in ring breakage. New rings in worn ring
grooves do not have good cylinder wall contact (Figure
9-19).
RING CONTAC
CYLINDER
WALL
CT-1062
FIGURE
9-19.
NEW RING
IN
WORN RING GROOVE
Replace piston showing signs of scuffing, scoring, worn
ring lands, fractures
or
damage from pre-ignition.
Connecting Rod Inspection:
Replace connecting rod
bolts and nuts with damaged threads. Replace connect-
ing rod with deep nicks, signs of fractures, scored bores
or bores out
of
round more than
0.002
inch
(0.05
mm).
9-7

 Loading...
Loading...