Operation
Version 1.1.4 - 2022-09-2320 Originalbetriebsanleitung
GH 10T | GH 15T
EN
GH10T_GH15T_GB_4.fm
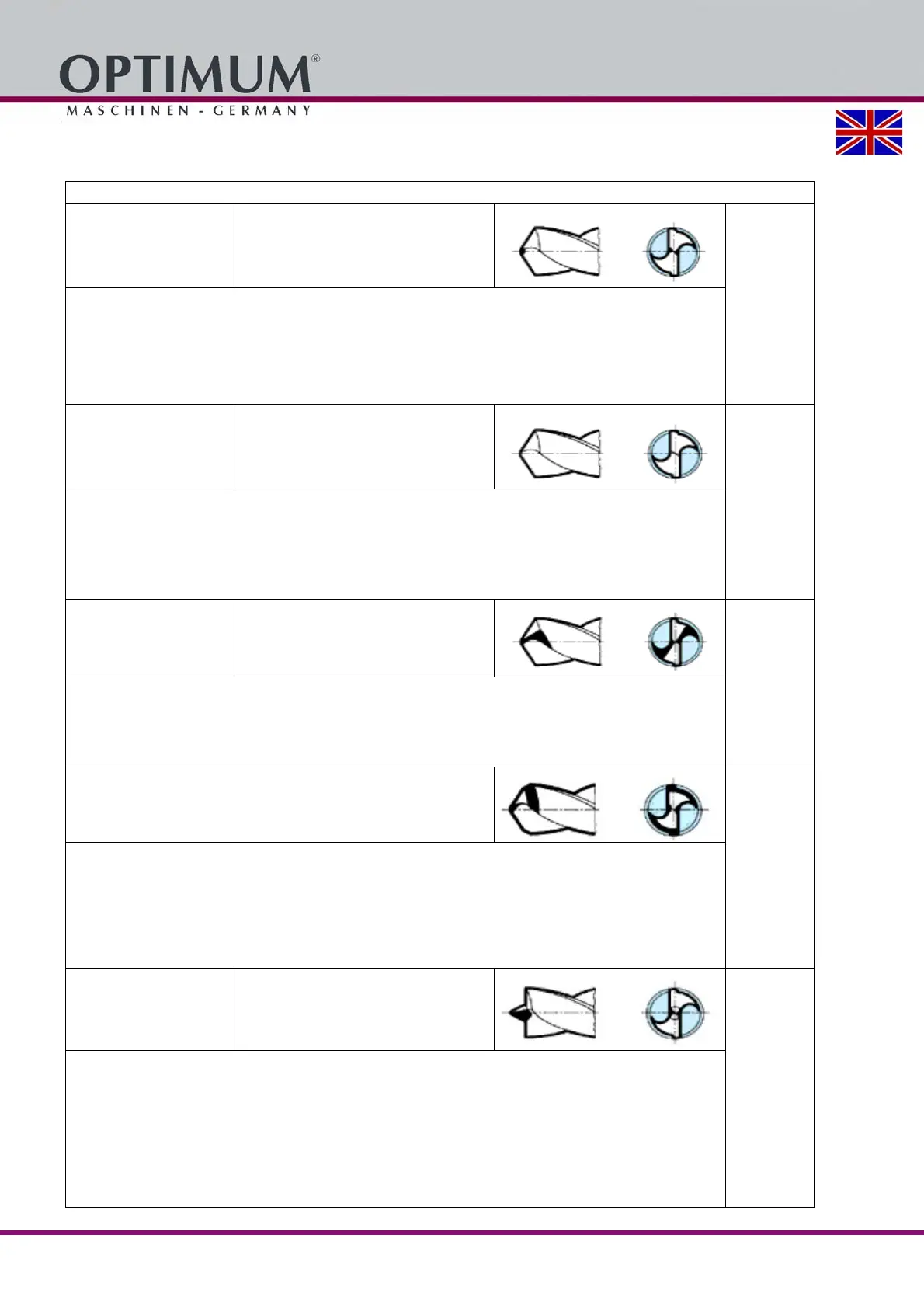
4.5 Additional types of grinding on the twist drill
With this drill grinding device adjustable or possible ?
Form A pointed cross cutting edge
Yes
Application:
Drills with a strong core, as well as with large drill diameters for drilling into solid material.
For ferrous materials and steels up to 1000 N/mm
2
Advantage:
Good centering during starting drilling and reduction of the feed force.
Form B sharpened cross cutting edge with
corrected main cutting edge
No
Application:
For drilling high-strength steels, for hard spring steels and manganese steels (over 10%)
With 118° point angle for tough materials (chip breaking)
With 130° point angle for high-strength materials over 1000 N/mm
2
tensile strength
Advantage: Insensitive to impact and no hooking into thin-walled parts
Form C Cross grinding
No
Application:
For drills with a very strong core as well as for partial hole drills. For particularly tough and
hard materials and forgings (crankshafts, connecting rods, etc.).
Advantage: Good centering and low feed force
Form D Grinding for grey cast iron
Yes
Application:
For drilling into grey cast iron, malleable cast iron and forgings.
For drilling in non-straight gating surfaces such as pipes and shafts. Advantage: Protection
of the cutting corners by the extended main cutting edge.
Insensitive to shock loads.
Good heat dissipation
Form E Centre point
No
Application:
For drilling soft materials such as copper and thin sheet metal.
For drilling blind holes with flat bottom.
Advantage:
Good centring.
No hook-in at breakthrough.
Low burr formation when drilling through.

 Loading...
Loading...