3 Product description
3.1 Function
The rotary vane pumps are two-stage, oil-sealed rotary positive displacement pumps for use in coarse
and medium vacuum. The rotary vane vacuum pump is available in the standard version with a conven-
tional seal, or as an M version with non-contact and wear-proof drive with magnetic coupling. The pump
housing is hermetically sealed.
16
17
18
2
3
1
4
5
6
7
8
9
11
12
13
14
15
10
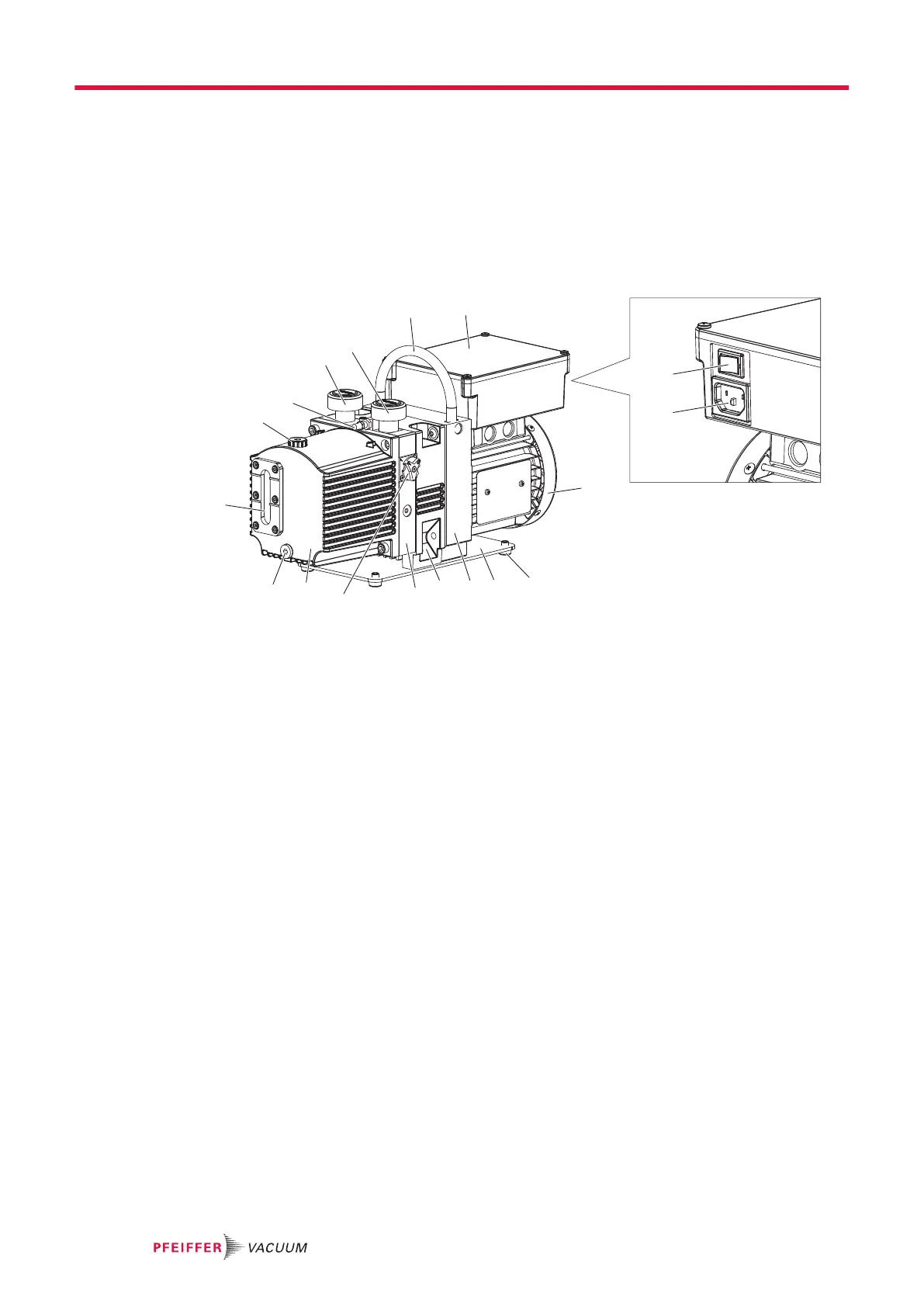
Fig. 2: Structure of the rotary vane pump, using the M version as an example
1 Terminal box 10 Gas ballast valve
2 Mains switch 11 Cap
3 Rubber connector 12 Drain screw for operating fluid
4 Motor 13 Sight glass
5 Rubber feet 14 Filling screw for operating fluid
6 Base plate 15 Connection for the operating fluid return
7 Motor flange 16 Vacuum flange with protective cap
8 Intermediate flange (red, only with M version) 17 Exhaust flange with protective cap
9 Stand 18 Handle
3.1.1 Gas ballast
An integrated gas ballast system serves the controlled supply of ambient air or inert gas into the suction
chamber. Gas ballast supports the reduction of condensate accumulating in the pumping system.
3.1.2 Vacuum safety valve
The rotary vane pumps are equipped with a vacuum safety valve. This separates the rotary vane pump
from the vacuum chamber in the event of intentional or unintentional standstill, and vents the pumping
system with the displaced gas so that oil does not rise into the vacuum chamber. After switching on, the
valve opens after a delay.
3.1.3 Operating fluid, oil
The pump oil, also known as operating fluid, fulfills various tasks in a rotary vane pump:
●
lubrication of all moving parts
●
filling part of the dead volume under the exhaust valve
●
sealing the gap between the intake and exhaust channel, and between the vanes and the working
chamber
●
ensuring an optimal temperature balance through heat transfer
Product description
18/64