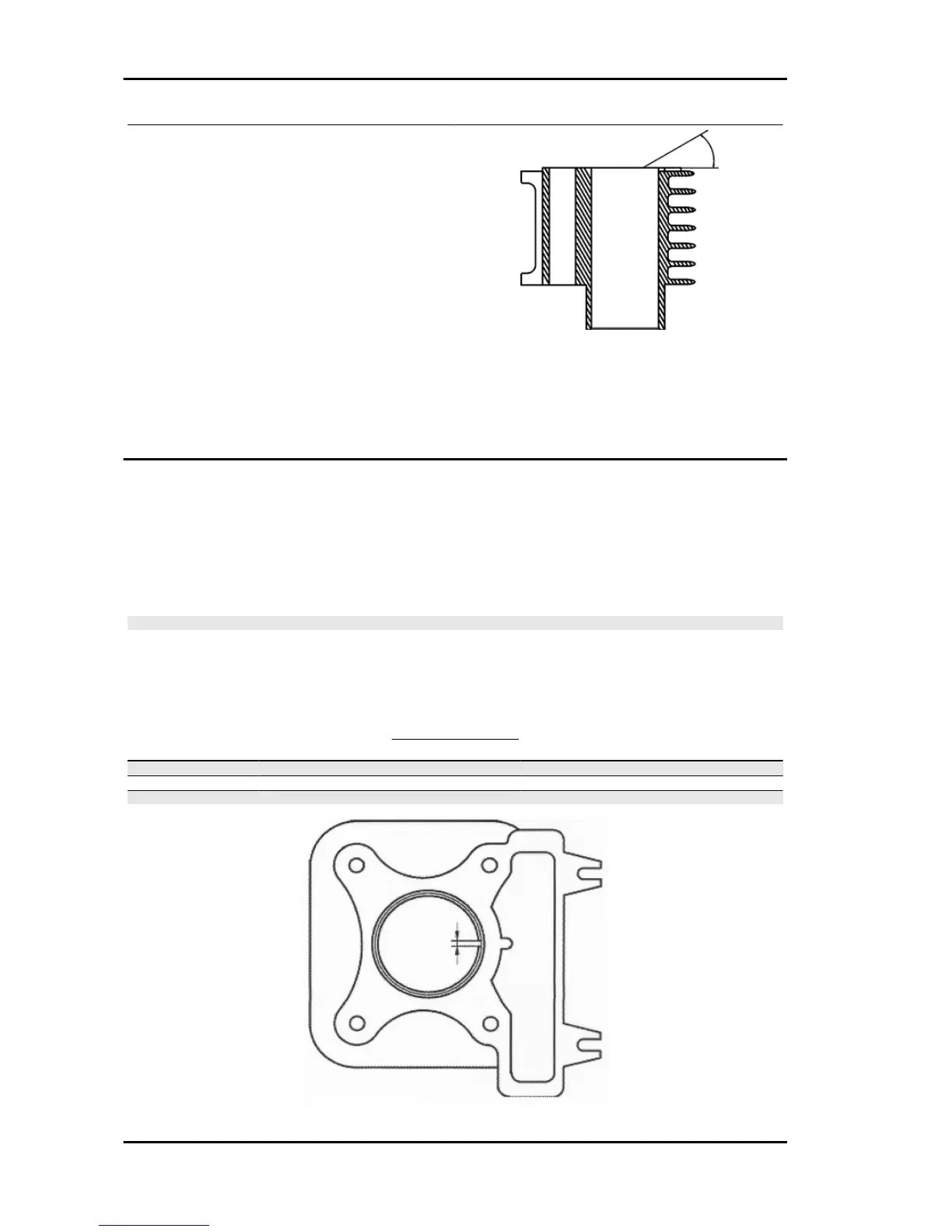
- The cylinder rectifying operation should be car-
ried out with a surfacing that respects the original
angle. at 120° crossed.
- The cylinder surface roughness should be of
R.A.= 0.30 ÷ 0.50.
- This is indispensable for a good seating of the
sealing rings, which in turn minimises oil consump-
tion and guarantees optimum performance.
- The pistons are oversized due to cylinder rectifi-
cation and are subdivided into two categories 1st
and 2nd with 0.2-0.4mm oversize. They are also
classified into 4 categories A-A, B-B, C-C, D-D.
Inspecting the piston rings
- Alternately insert the three sealing rings into the cylinder, in the area where it retains its original di-
ameter. Using the piston, insert the rings perpendicularly to the cylinder axis.
- Measure the opening, see figure, of the sealing rings using a thickness gauge.
- If any measurements are greater than specified, replace the piston rings.
N.B.
BEFORE REPLACING ONLY THE PISTON RINGS, ENSURE THAT THE CLEARANCE BETWEEN
THE PISTON RINGS AND THE PISTON RING GROOVES, AND BETWEEN THE PISTON AND THE
CYLINDER, IS AS SPECIFIED. IN ANY CASE, NEW PISTON RINGS USED IN COMBINATION WITH
A USED CYLINDER MAY HAVE DIFFERENT BEDDING CONDITIONS THAN THE STANDARD.
SEALING RINGS
Name
Description Dimensions Initials Quantity
Top piston ring 0.08 ÷ 0.20 mm 0.35 mm
Middle piston ring 0.05 ÷ 0.20 mm 0.30 mm
oil scraper 0.20 ÷ 0.70 mm 0.80 mm
Engine MSS ZIP 100 4T
ENG - 92
 Loading...
Loading...








