5
Opening the packaging
The standard composition of this plasma cutting system is
made up of:
• Plasma cutting units.
•
Plasma torch with centralised connection and initial supply
spare parts kit.
• Ground cable.
• Trolley for transportation (optional).
On receipt of the unit, perform the following operations:
• Remove the plasma cutting unit and all relative accessories
and components from the packaging.
•
Check that the plasma cutting unit is in good condition. If it is
not, inform your dealer immediately.
•
Make sure that all the ventilation louvers are open and that
the airflow is not obstructed.
Plasma cutting
The cutting system used by this equipment is a low current sys-
tem that uses compressed air as its plasma equipment as well
as for cooling. The air normally used is a mixture of 79% nitro-
gen and 21% oxygen. These two biatomic gasses have almost
identical enthalpy and form a highly energetic blend. The low
current also makes it possible to use torches with a low air ca-
pacity and moderate cutting speed, that are more suitable for
manual procedures.
CUTTING PARAMETERS
In analyzing the parameters that characterize manual plasma
cutting it is necessary to note that they depend on the material
to be cut, its thickness and the skill of the operator in following
the cutting line. Optimum speed depends largely on the skill of
the operator and amount of material to be cut and is achieved
when the fused material flows through the groove and is not
projected in the direction of the torch. If the latter occurs, cut-
ting speed has to be reduced.
The parameters that affect cutting are:
•
Electric power. Any increase in electric power will permit
higher cutting speed and greater thickness of the material
to be cut
• Compressed air capacity. Increasing the air capacity ena-
bles cutting thicker material and ensures better quality at
any thickness
•
Distance between the nozzle and workpiece. The appear-
ance of the cut and wear of the torch’s working parts, de-
pend on the correct distance between the nozzle and the
workpiece.
NOTE: The width of the cut path is equal to about twice the di-
ameter of the hole in the nozzle.
Respect of the above recommendations ensures greatly redu-
ced thermal alterations of the material due to cutting, that are in
any case always fewer than those caused by oxygen tor ches.
The thermally altered zone is in any case smaller than the zone
on which the weld is effective, so that in welding pieces that
have been cut by plasma it is not necessary to perform any
cleaning or grinding operations.
Installation
The place where the equipment is installed should be selected
with care so as to ensure satisfactory, safe use.
The user is responsible for installation and use of the equip-
ment according to the instructions provided by the manufactu-
rer in this manual.
Temperatures must be between -25 °C e +55 °C. during tran-
sportation and/or storage in stores.
Before installing the equipment the user should take into con-
sideration any possible electromagnetic problems in the work
area.
In particular, we recommend that the equipment not be instal-
led in the vicinity of:
• Signalling, control and telephone cables.
• Radiotelevision transmitters and receivers.
• Computers or controlling and measuring instrument.
• Safety and protection devices.
If the operator wears a pacemaker, hearing aid or other sim-
ilar device, he should consult his doctor before approaching
the equipment while it is running. The environment where the
equi pment is installed must conform with the degree of protec-
tion of the chassis that is IP 23 S (IEC publication 60529). The
system is capable of working in environments where working
condi tions are particularly hard.
This equipment cools water by forced circulation of air and must
therefore be positioned in such a way that the air can easily
be drawn in and expelled through the openings in the chassis.
Connection to the electrical supply
Connection of the machine to the user line (electrical cur-
rent) must be performed by qualified personnel.
Before connecting the cutting equipment to the mains sup-
ply, check that the data on the machine plate corre spond
to the supply voltage and frequency and its main switch
is on the “0” position.
This system has been designed for nominal voltage 400 V -
50/60 Hz.
The connection to the supply, should be made with four core
cable which is supplied with the machine, connecting:
• Three wires the supply.
• The fourth one, YELLOW-GREEN, to ground.
Connect a suitable plug (3p+e) of proper capacity to the
mains cable and fix to a socket fitted with fuses or auto-
matic switch: the proper ground terminal must be con-
nected to the ground connector (yellow-green) of the main
supply.
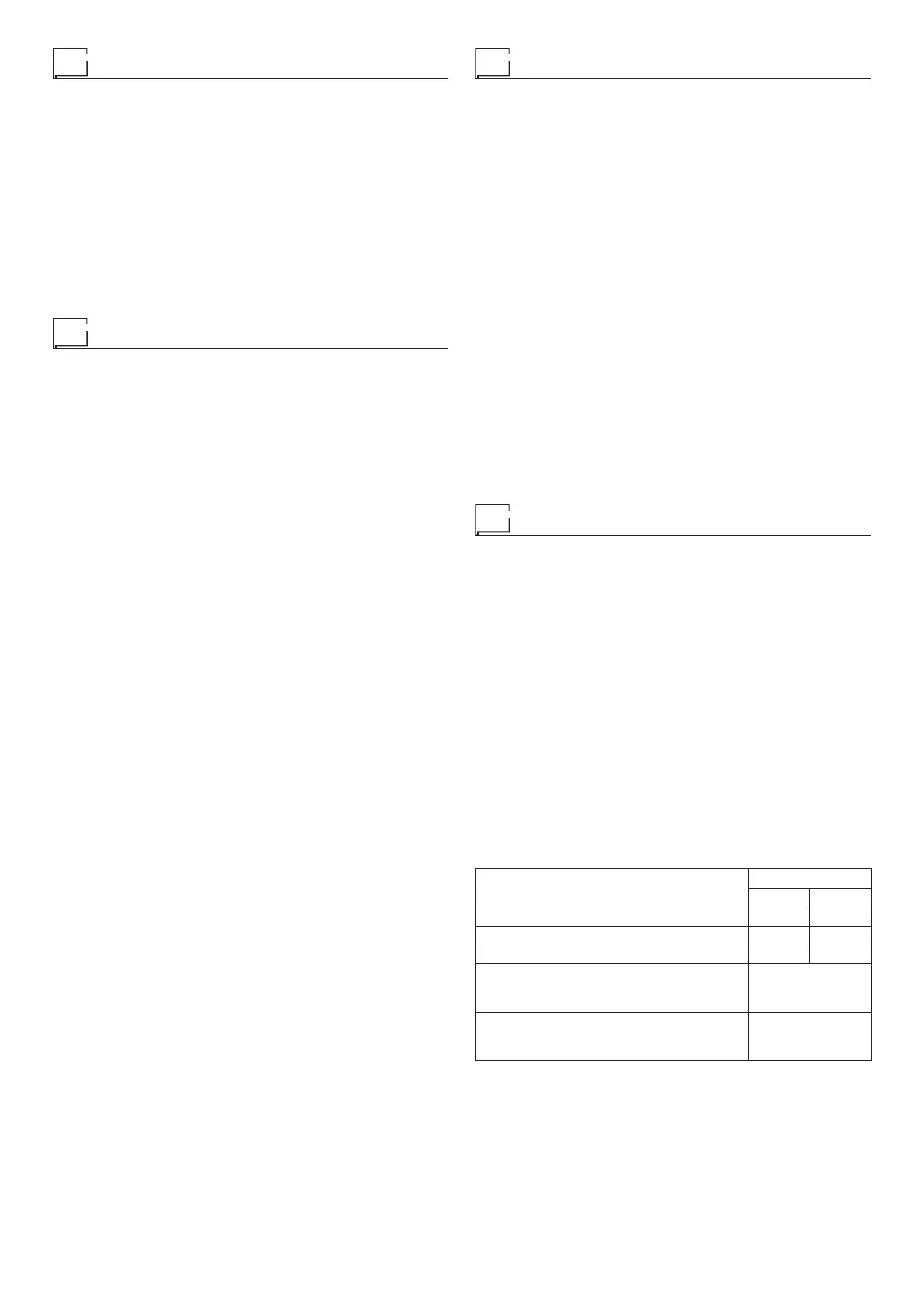
Table 3 shows the capacity values that are recommended for
fuses in the line with delays.
Table 3
Model
SHARK
75 105
Power input @ I
2
Max kVA 11 15
Delayed fuse (I
2
@ 100%) A 16 16
Duty cycle @ 40% (40°C) A 70 100
Mains supply connection cable
Length
Section
m
mm
2
4
2,5
Ground cable
Length
Section
m
mm
2
4
10
NOTE: If extensions of the power supply cable are used, they
must be of adequate cross section and never inferior to that of
the cable supplied.