13
The following actions have the relevant effect on the gouge
profile:
Gouge profile
width
Gouge profile
depth
Torch speed
Distance
between torch
and plate
Torch angle
Generator
current
= increase (or more vertical angle)
= decrease (or less vertical angle)
COMMON ERRORS FOR MANUAL CUTTING
Problem Cause
The torch does not cut the
plate completely.
The cutting speed is too high.
The consumables are worn.
The metal to be cut is too thick
for the voltage selected.
Gouging consumables are
fitted, instead of cutting
consumables.
The earth clamp is not
connected to the plate
correctly.
The gas pressure or flow rate
is too low.
The quality of the cut is poor. The metal to be cut is too thick
for the voltage.
The wrong consumables are
being used (e.g. gouging
consumables are used instead
of cutting consumables).
The torch is being moved too
fast or too slow.
The arc splutters and the
lifespan of consumables is
shorter than envisaged.
Moisture in the gas supply.
Incorrect gas pressure.
Consumables fitted incorrectly.
Configuring the torch for
automatic cutting
INTRODUCTION
These machines are supplied with the following standard torch-
es for automatic cutting:
Torch Length
SHARK 75/M SKM 75 6-12 m
SHARK 105/M SKM 125 6-12 m
Other lengths are available by request.
The torches are air cooled, and do not require special cooling.
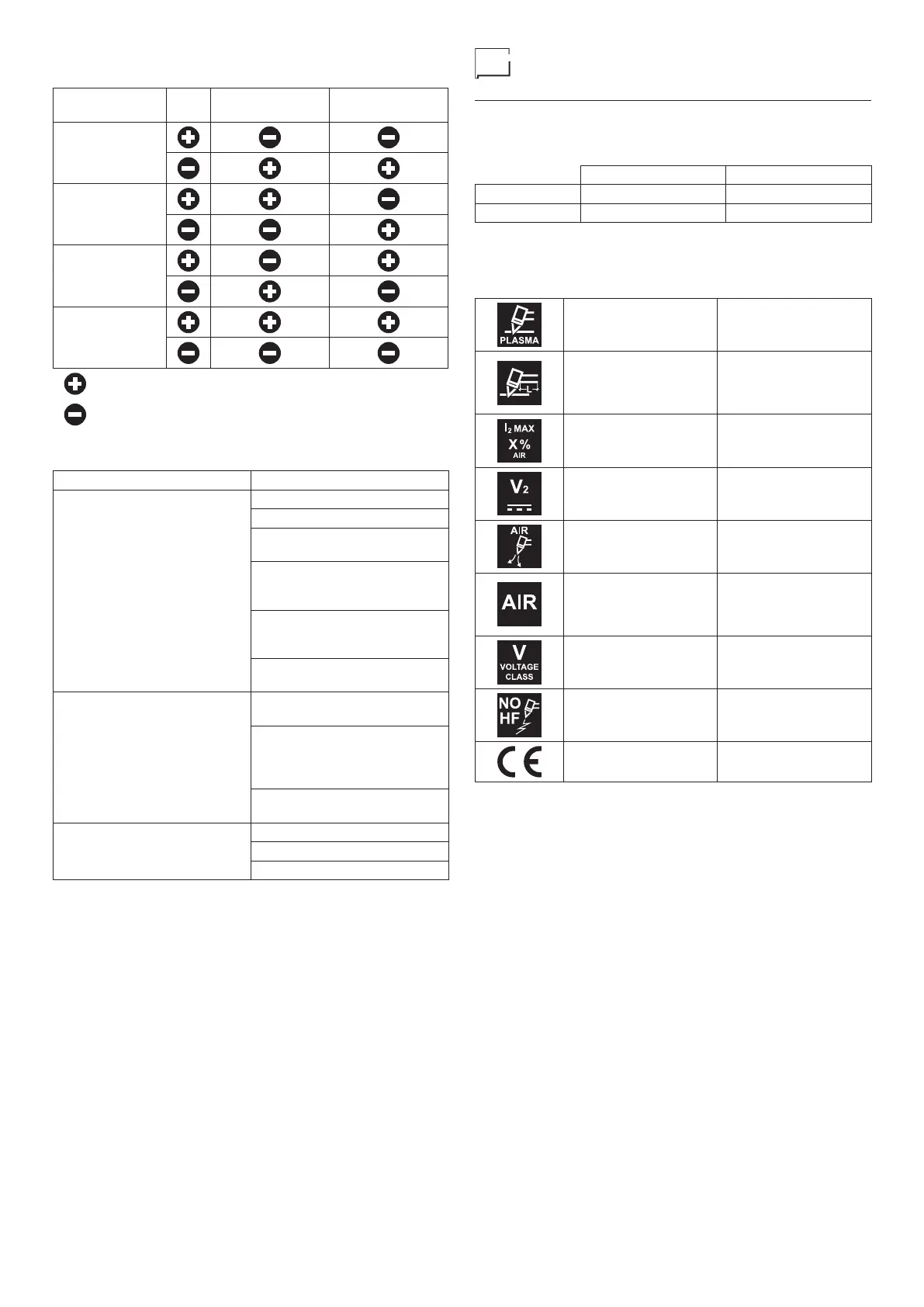
The main nominal characteristics of the torches supplied, are
as follows:
SKM 75 SKM 125
SKM 75 = 6/12 m
(standard)
(other lengths by
request)
SKM 125 = 6/12 m
(standard)
(other lengths by
request)
70 A @ 50%
(10 min. 40°C)
125 A @ 60%
(10 min. 40°C)
DC DC
5,0-5,5 bar - 72-80 psi
185 l/min - 390 cfh
5,0-6,0 bar - 72-87 psi
295 l/min - 630 cfh
AIR - Clean, dry, oil-
free for ISO 8573-1
Class 1.2.2
N
2
- 99.95%
AIR - Clean, dry, oil-
free for ISO 8573-1
Class 1.2.2
N
2
- 99.95%
M M
Without HF Without HF
IEC 60974-7 IEC 60974-7
WORKING LIFESPAN OF CONSUMABLES
The following factors affect the frequency with which consum-
ables need to be replaced:
• Thickness of the metal cut.
• Average cut length.
• Air quality (presence of oil, moisture, or other pollutants).
• Execution of piercing of the metal or cutting from the edge.
• Correct piercing depth.
•
Cutting done using mesh or solid material cutting mode. Cut-
ting done in mesh mode give rise to more wear of consum-
ables.
Under normal conditions, the nozzle wears out before the oth-
er consumables during cutting operations.