14
100A
125A
100-125A
45A
85A
45A
85A
45-85A
100A
125A
100-125A
105A
105 A CONTACT CUT
SKM 125
SKM 75
486029
486026
487636 408612 425023 482136
486049
486027
487629
408610 (70 A)
408609 (50 A) 482134 425022
45-85A
45-85A
45A
45A
45A65A85A
45A
85A
45 A max CLEAN-CUT
486028482030 408613 425023 482135
408614 (45 A)
408615 (65 A)
408616 (85 A)
425023 482135
45-85 A CONTACT CUT
45A
85A
486028
486025
486025
487635
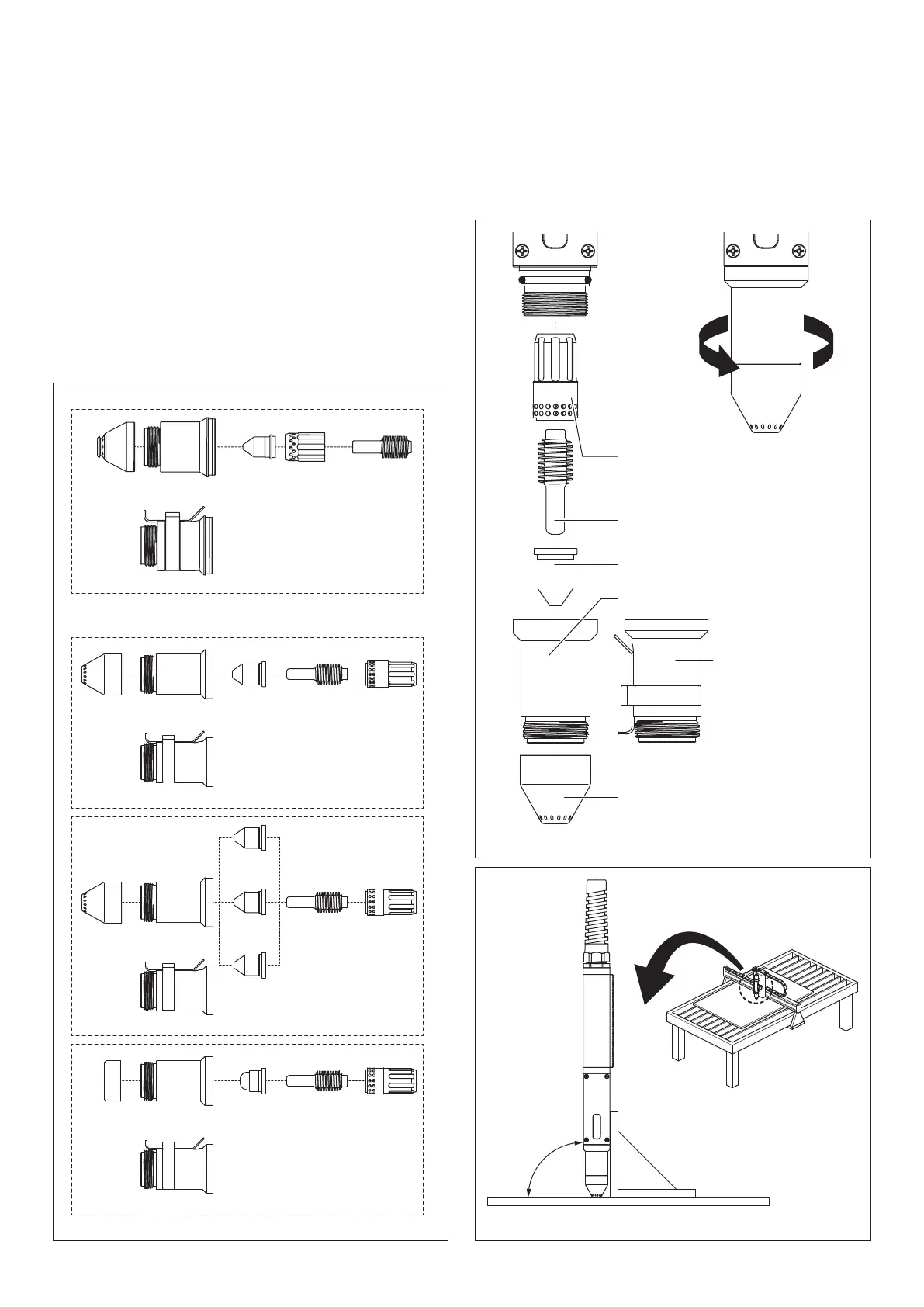
90°
FIG. I FIG. M
FIG. L
Air diffuser
Electrode
Nozzle
Outer nozzle holder
Outer nozzle holder
with Ohmic sensor
Shield
CONSUMABLES FOR AUTOMATIC CUTTING
Figure I shows the consumables used for the plasma torches
supplied, complete with the CEA order codes.
To improve the quality of cuts for thin metals (about 2 mm or
less) CLEAN-CUT consumables should preferably be used,
with maximum cutting currents of 45 A (only for SKM 125 torch).
FITTING CONSUMABLES ON THE TORCH FOR
AUTOMATIC CUTTING
WARNING: Before changing consumables, check that the ma-
chine’s main switch is in the O position.
To use the torch for automatic cutting, a complete set of con-
sumables must be fitted, as shown in figure L. An outside noz-
zle holder is available with an Ohmic sensor, which is to be
used with shielded consumables.
EQUIPPING THE TORCH FOR AUTOMATIC CUTTING
The SKM series of torches for automatic cutting can be fitted on
a wide range of X-Y-Z benches, motorised equipments, bevel-
lers for tubes, and other equipment. Install the torch according
to the manufacturer’s instructions.
Fit the SKM torch perpendicular to the plate, to achieve a verti-
cal cut. Use a square to align the torch at 90° (Fig. M).