41
La détermination des causes pour les défaillances en présence et leur suppression exigent toujours une attention accrue
et beaucoup de précautions. Débrancher la che d’alimentation avant de procéder!
Le tableau ci-dessous énumère quelques unes des défaillances les plus fréquentes et leurs causes. En cas de défaillances
autres que celles-ci veuillez consulter votre concessionnaire.
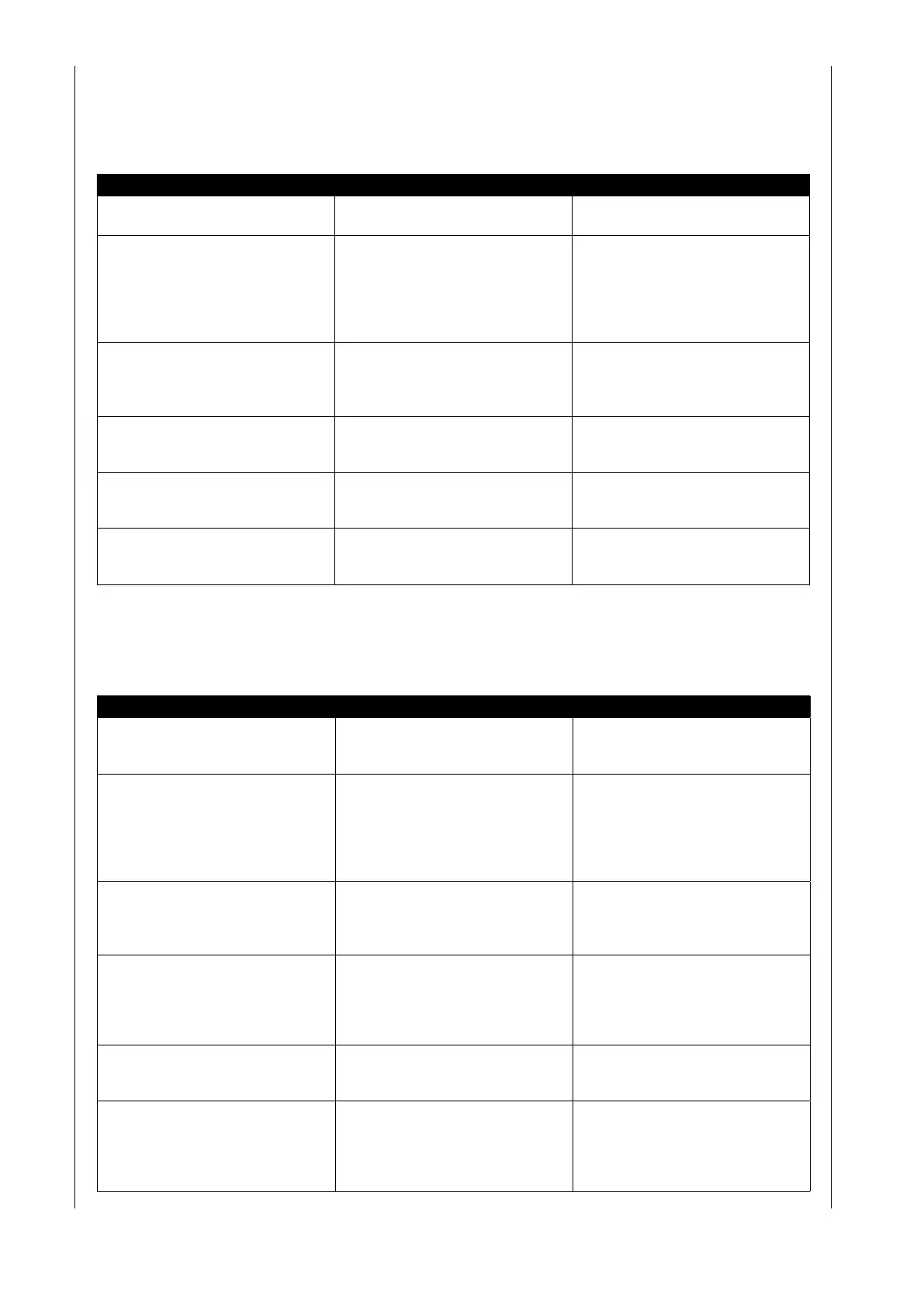
Défaillance Cause possible Remède
La machine ne démarre pas Absence de tension d’alimentation
Balais usés
Contrôler alimentation
Transporter la machine dans l’atelier
du service après-vente
La machine s’arrête automatiquement
quand elle est en marche à vide
Panne d’alimentation Contrôler protection côté réseau
En raison de la protection tension
basse incorporée la machine ne redé-
marre pas automatiquement et doit
être remise en route après rétablisse-
ment de la tension.
La machine s’arrête pendant l’usinage Réponse de la protection de sur-
charge en raison des fers émoussés
ou avance trop importante ou épais-
seur de copeaux trop importante
Avant de poursuivre l’usinage, rempla-
cer les fers, attendre refroidissement
du moteur.
La vitesse baisse pendant l’usinage Enlèvement copeaux trop important
Avance trop importante
Fers émoussés
Réduire enlèvement copeaux
Réduire vitesse d’avance
Remplacer fers
Le fraisage n’est pas net Fers émoussés
Avance irrégulière
Remplacer fers
Travail à pression constante et avance
réduite
Canal d’éjection des copeaux bouché
(sans aspiration)
Enlèvement copeaux trop important
Fers émoussés
Bois trop humide
Réduire enlèvement copeaux
Remplacer fers
The determination of the causes of available disturbances and their removal require constantly increased attention and
caution. Pull power supply plugs off in advance!
In the following are specied some of the most frequent disturbances and their causes. For further disturbances, please
contact your dealer.
Disturbance Probable cause Help
Machine cannot be switched on No mains voltage available.
Carbon brush conductors worn out.
Control Voltage supply
Bring Machine into the service center
Machine switches off during the no-
load operation independently
Power failure Control Net-lateral Pre-fuse
The machine does not restart by the
inserted under-voltage protection
automatically and must again be
switched on after tension return.
Machine remains during working on
standstill
Response of the overload protection
because of blunt measurers or of too
large feed motion and/or thickness of
chip
Before continuing with work exchange
measurers and/or wait for cooling of
the engine.
Number of revolutions drops during
the treatment
Too large splinter acceptance
Too large feed motion
Blunt measurers
Reduce Splinter acceptance
Reduce Feed speed
Exchange Measurers
Careless milling picture Blunt measurers
Uneven feed motion
Measurers exchange
Work with constant pressure and
reduced feed motion
Splinter ejection clogs (without
exhaust)
Too large splinter acceptance
Blunt measurers
Too wet wood
Reduce Splinter acceptance
Exchange Measurers