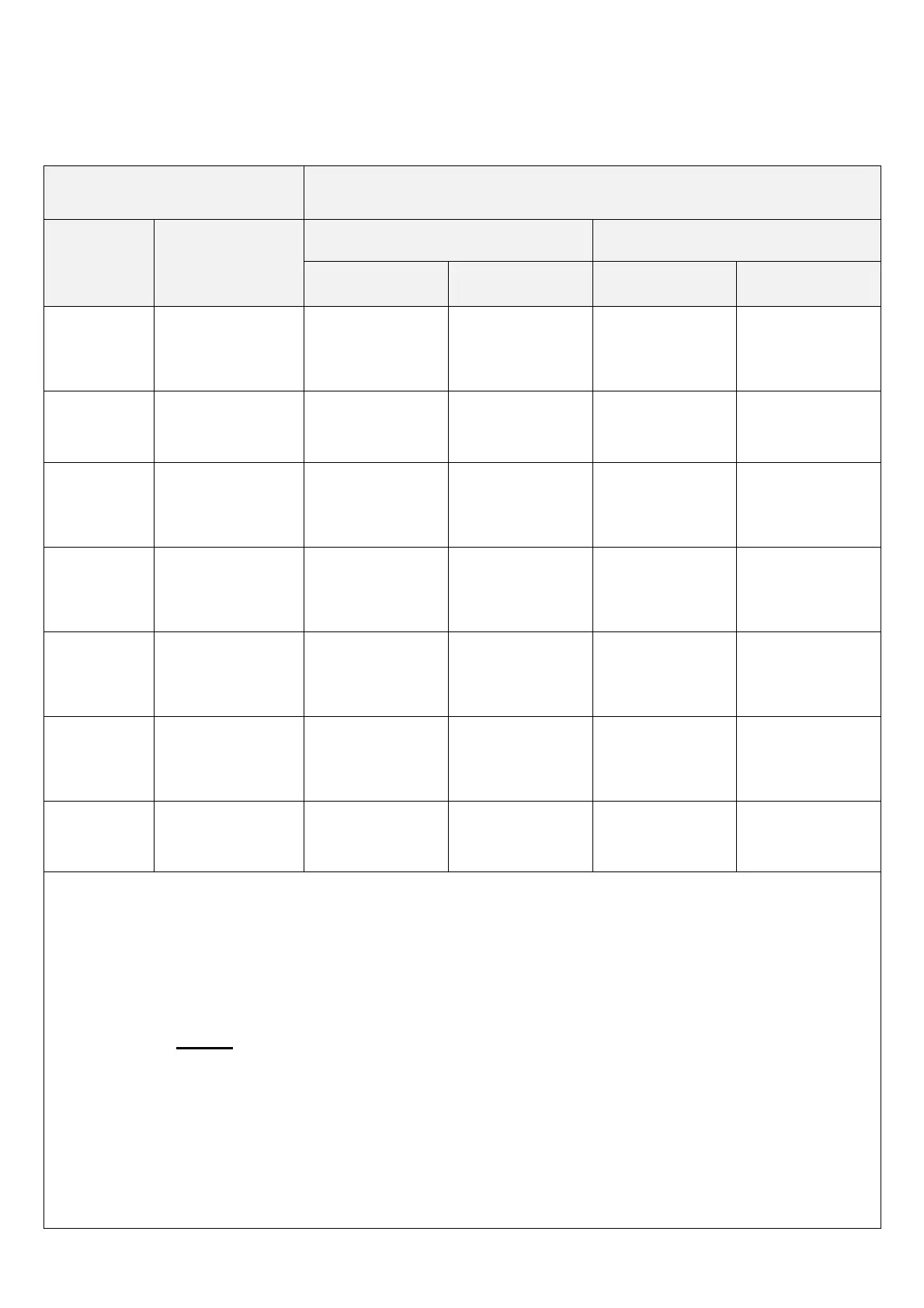
6. Suggested starting speed and feeds
6-1 Carbide cutters
Table – 5
Working Piece Cutting Speed
Material
Brinell Hardness
HB
High – Speed Steel Cutter Super – Hard Alloy Cutter
M/Min FT/Min M/Min FT/Min
Special steel
Hard
Tough
Annealed
300-400
220-300
180-220
38-45
45-70
70-110
30-50
50-75
75-108
90-150
150-225
225-325
Low carbon
steel
Malleable
Cut well
152-197
150-180
85-140
110-140
90-130
108-130
270-400
325-400
Cast iron
Hard
Medium hard
Soft
220-300
180-220
150-180
45-70
70-100
110-140
50-70
75-108
108-130
150-225
225-325
325-400
Brass and
bronze
Hard
Medium hard
Soft
21-46
46-83
83-116
65-140
140-250
250-350
63-130
130-200
200-330
190-400
400-600
600-1000
Magnesium
and its
alloys
Aluminum
and its
alloys
Plastic
Note: The above table should be regarded as a general criterion.
Attention must be paid to the following when operating the machine.