808D ADVANCED Page 61 Programming and Operating — Turning
Machine
Pieces
s
Step 1
Step 2
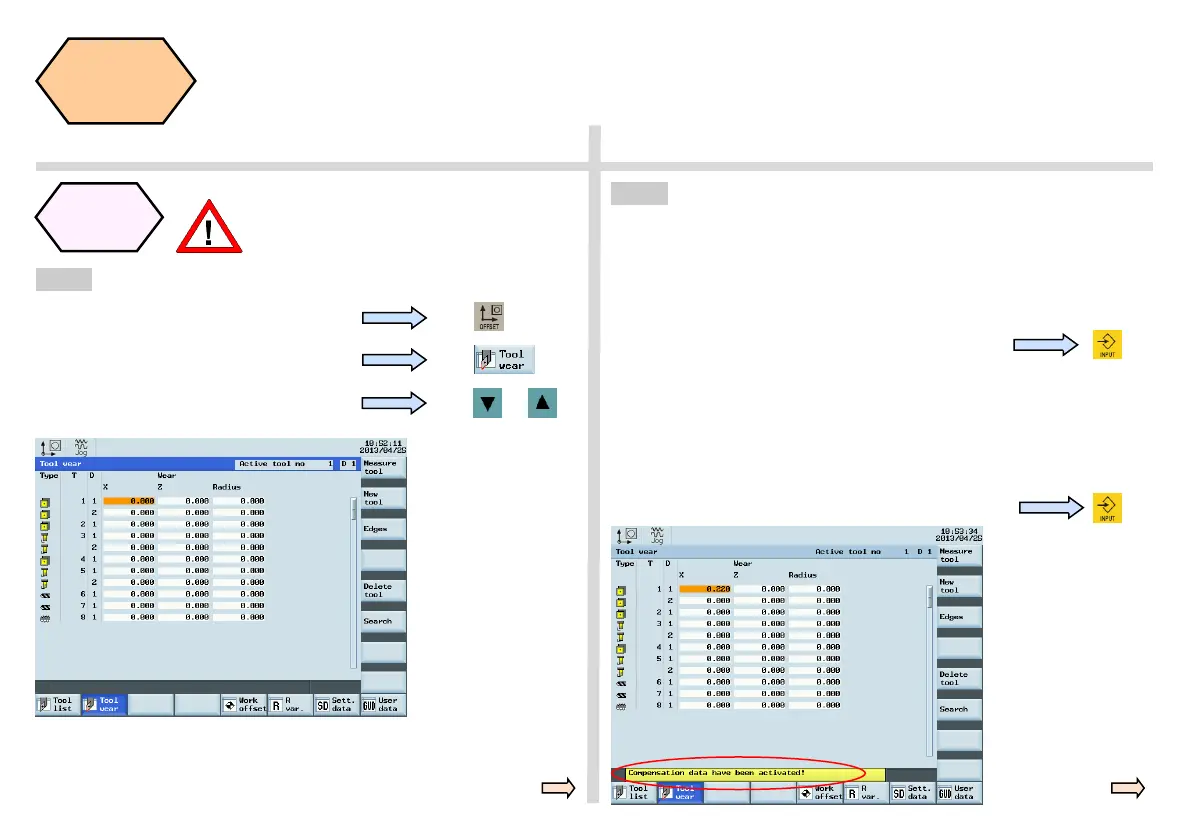
Set the tool length wear parameter of axis X in ”Length X”, the sign
determines the direction of wear compensation.
Set the tool length wear parameter of axis Z in ”Length Z”, the sign
determines the direction of wear compensation.
Positive value: The tool moves away from the workpiece
Negative value: The tool moves closer to the workpiece
Press “Input” on the PPU to activate the compensation
Press “Input” on the PPU to activate the compensation
Tool
Wear
The tool wear compensation must
distinguish the direction of
compensation clearly!
Press the “Offset” key on the PPU.
Press the “Tool wear” SK on the PPU.
Use the direction keys to select the re-
quired tools and their edges.
or
SEQUENCE
Set the tool radius wear parameter in “Radius”, the sign determines the
direction of wear compensation.
Positive value: The tool moves away from the workpiece (set radius is
larger than the actual radius)
Negative value: The tool moves closer to workpiece (set radius is smaller
than the actual radius)

 Loading...
Loading...












