808D ADVANCED Page 95 Programming and Operating — Turning
Sample
Programs
s
Tool information:
T1 Turning tool D0.8 T5 Grooving tool D0.2
Tool tip width 3
T2 Turning tool D0.8 T6 Drilling tool D10
T3 Grooving tool D0.2
Tool tip width 2 T7 Drilling tool D10
T4 Turning tool D0.8 T8 Tap D12
Turning
program 3
Part of the cycles in the program are
taken as examples in Section 5, “Create
Part Program Part 2”!
N10 G00 G90 G95 G40 G71
N20 LIMS=4500
; ==Start contour turning roughing==
N30 T1 D1 ;ROUGH TURN
N40 G96 S250 M03 M08
N50 G00 X52.0 Z0.1
N60 G01 X-2.0 F0.35
N70 G00 X52.0 Z2.0
N80 CYCLE95( "SUB_PART_3", 2.5,
0.2, 0.1, 0.15, 0.35, 0.2, 0.15, 9, , , )
N90 G00 G40 X500.0 Z500.0
N100 M01
; ==Start contour turning finishing ==
N110 T2 D1 ;FINISH TURN
N120 G96 S350 M03 M08
N130 G00 X22.0 Z0.0
N140 G01 X-2.0 F0.15
N150 G00 Z2.0
N160 X52.0
N170 CYCLE95( "SUB_PART_3", , ,
, , , , 0.15, 5, , , )
N180 G00 G40 X500.0 Z500.0
N190 M01
; ========Start grooving=========
N200 T3 D1 ;GROOVE
N210 G96 S200 M03 M08
N220 G00 X55.0 Z0.
N230 CYCLE93( 30, -30.5, 7, 5, 0, 0,
0, 1, 1, , 0, 0.2, 0.1, 2.5, 0.5, 11, )
N240 G00 G40 X500.0 Z500.0
N250 M01
; =========End grooving=========
N10 spindle feedrate in mm/r
N20 set spindle upper limit 4500 r/min
; ==Start contour turning roughing==
N30
N40 constant cutting speed 250 m/min
N50 feedrate is 0.35 mm/r
N60
N70
N80 maximal feed depth 2.5 mm,
vertical axis finishing allowance 0.2 mm,
horizontal axis finishing allowance 0.1
mm, contour finishing allowance 0.15
mm, roughing feedrate 0.35 mm/r,
feedrate 0.2 mm/r with back cut, feed
along negative direction of Z axis to do
complete machining.
N90 G40→cancel tool radius compen-
sation
N100 delay changing tool
; ==Start contour turning finishing ==
N110
N120
N130
N140
N150
N160
N170 finishing feedrate 0.15 mm/min,
feed along negative direction of Z axis to
do complete machining.
N180
N190
; =======Start grooving=========
N200
N210
N220
N230 grooving start point (X30,Y-30.5),
groove width 7mm, depth 5 mm, angle
between contour and Z axis is 0º,
groove bottom finishing allowance 0.2
mm, angle between groove middle both
sides and X axis is 0º, tooth face finish-
ing allowance 0.1 mm, feed depth 2.5
mm, delay 0.5 s at base of groove, de-
fine reverse angle by entering side
length(CHR method).
N240
N250
; =========End grooving======
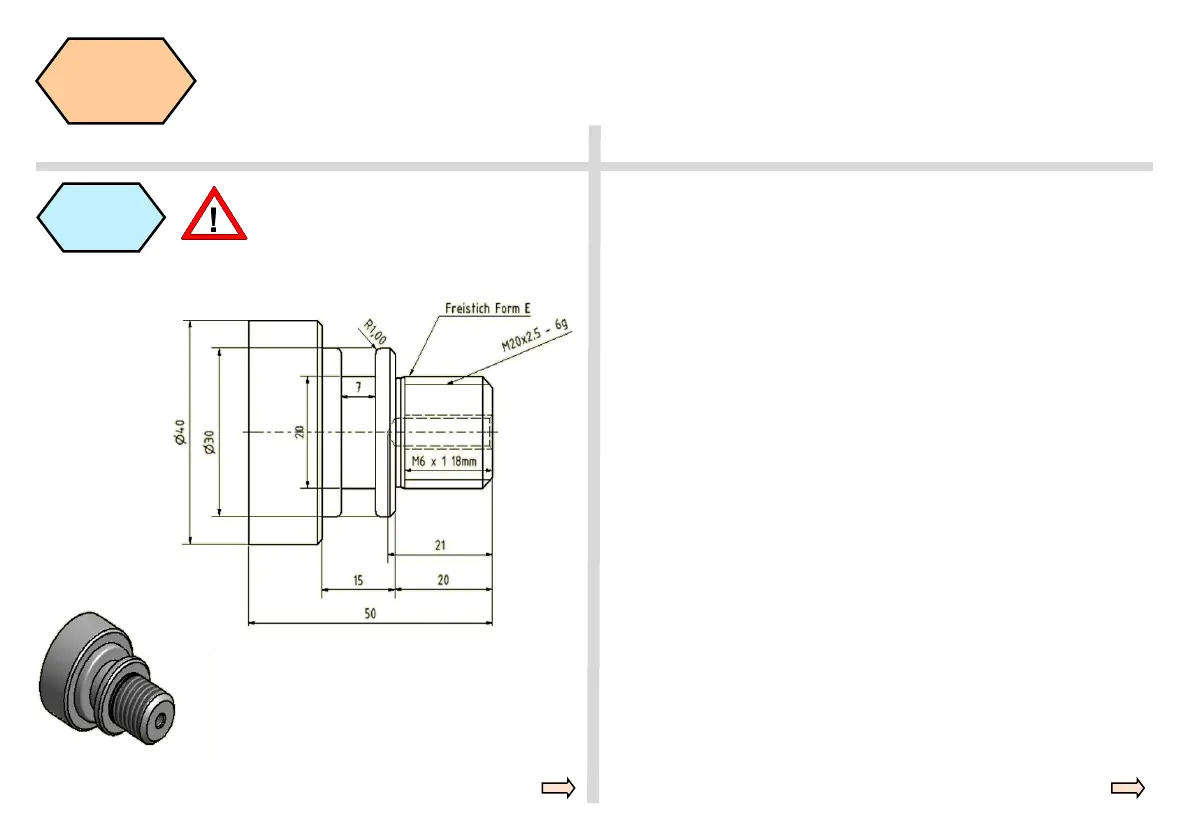
DRAWING
Machining Process

 Loading...
Loading...












