5
08/2005 ShopTurn Functions
5.1 Strai
ht or circular
ath movements
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-165
If you want to prevent deviation from the programmed path, you can
program the first straight line with radius compensation or with
deactivated radius compensation at a distance from the workpiece.
Programming without coordinate data is not possible.
Polar >
Straight
polar >
¾ Press the "Strai. Circle", "Polar" and "Straight polar" soft keys.
Rapid
traverse
¾ Press the "Rapid traverse" soft key if you want to use rapid
traverse instead of a programmed machining feedrate.
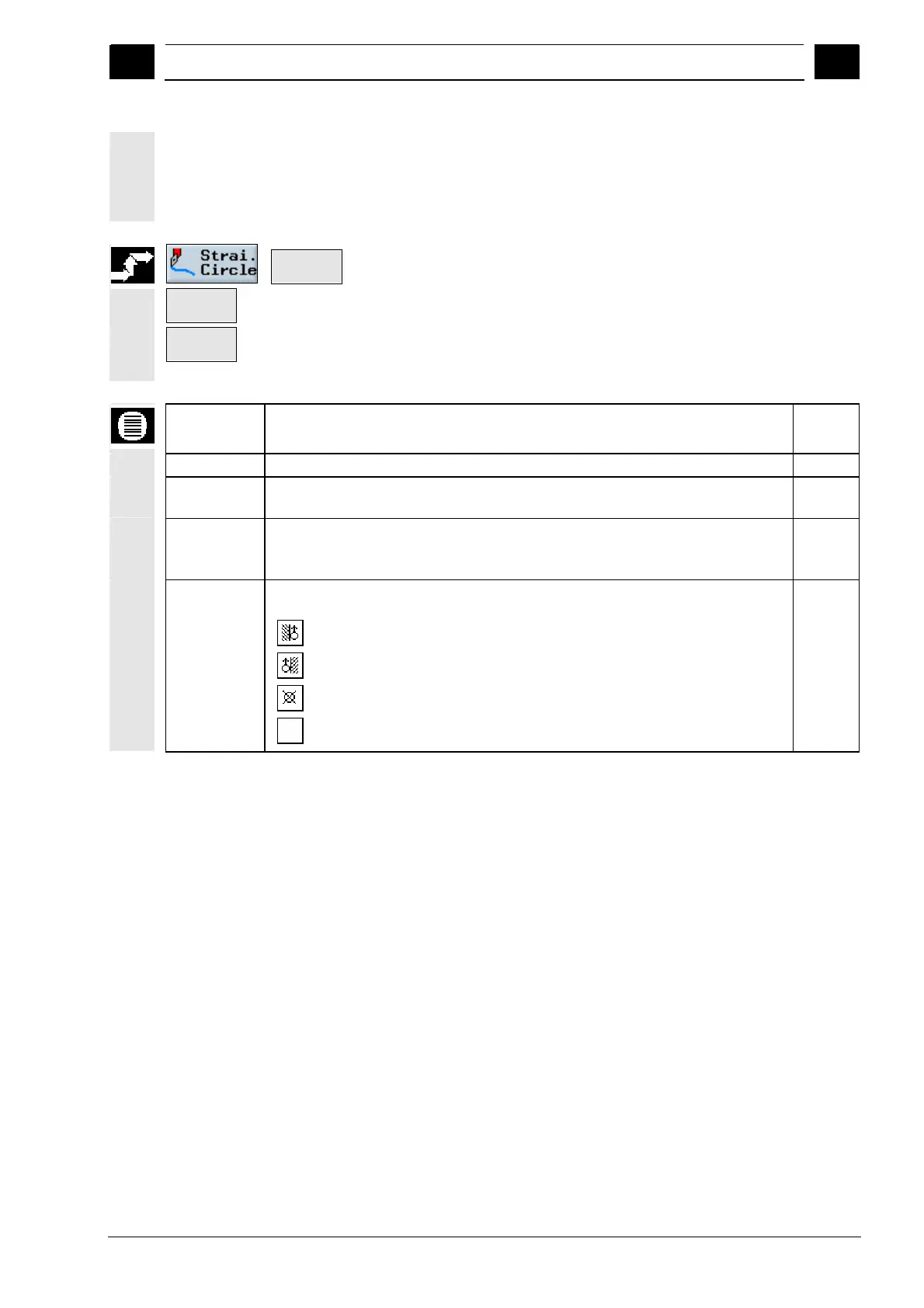
Parameters Description Unit
L Distance between the pole and the end point of line mm
α
Polar angle (abs or inc)
The sign specifies the direction.
Degrees
F Machining feedrate mm/rev
mm/min
mm/tooth
Radius
compensation
Input defining which side of the contour the tool machines in the programmed
direction:
Radius compensation to right of contour
Radius compensation to left of contour
Radius compensation off
The previously programmed setting for radius compensation is used
 Loading...
Loading...














