5
08/2005 ShopTurn Functions
5.4 Contour turnin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-211
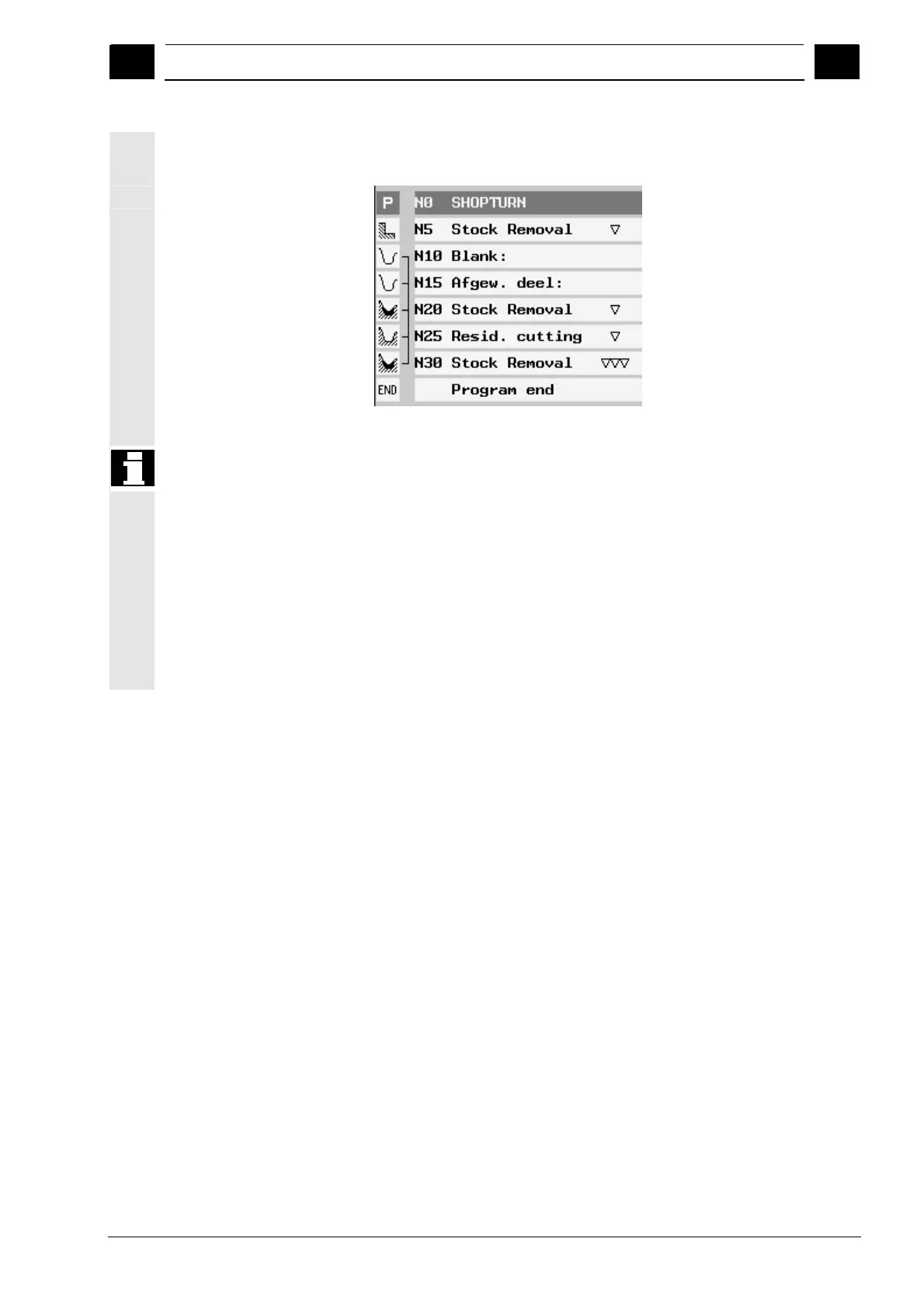
All machining steps involved in the contour turning operation are
shown in the process plan in square brackets.
Example: Cut a contour
If your turning machine has a Y axis and if you want to work with a
position Y . 0, proceed as follows:
1. Select the "Turning" machining level from the "Straight/Circle"
function group (see Section "Selecting the tool and the machining
plane").
2. Program a straight line to the required Y position using the
"Straight/Circle" function group (see Section "Straight").
3. Program the turning function.
The Y position is retained until you deactivate the "Turning" machining
plane.
 Loading...
Loading...














