5
08/2005 ShopTurn Functions
5.4 Contour turnin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-227
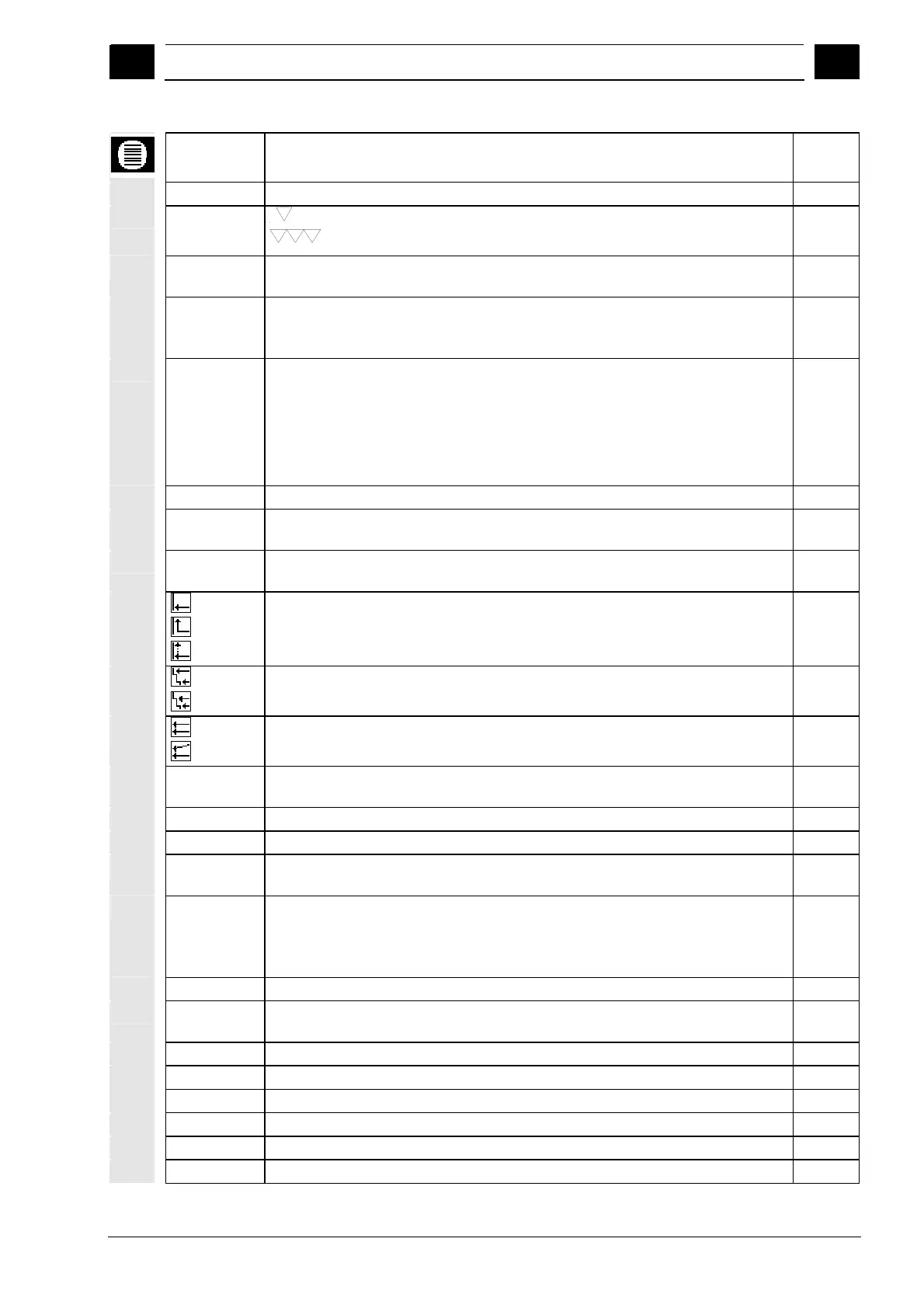
Parameters Description Unit
T, D, F, S, V See Sec. "Creating program blocks".
Machining
type
Roughing
Finishing
Stock removal
direction
Stock removal direction: longitudinal, transverse or parallel to contour.
Machining side Machining side:
For stock removal direction longitudinal and parallel to contour: External or internal
For stock removal direction transverse and parallel to contour: end face or rear side
Machining
direction
Machining direction:
. : From inside to outside
. : From outside to inside
. : From end face to rear side
. : From rear side to end face
The machining direction depends on the stock removal direction.
D Infeed depth for roughing (inc.) mm
DX Infeed depth for roughing in X direction (inc) – (for parallel to contour alternative to D
only)
mm
DZ Infeed depth for roughing in Z direction (inc) – (for parallel to contour alternative to D
only)
mm
Do not round contour at end of cut
Always round contour at end of cut
Round contour automatically at end of cut
Equal cut segmentation
Align cut segmentation to edges
Constant cutting depth
Alternating cutting depth - (only with align cut segmentation to edges)
U Finishing allowance in X and Z direction (inc) – (roughing only) – (alternative to UX
and UZ)
mm
UX Finishing allowance in X direction (inc) – (roughing only) – (alternative to U) mm
UZ Finishing allowance in Z direction (inc) – (roughing only) – (alternative to U) mm
Stock
allowance
Compensation allowance for contour or not – (finishing only)
U1 Compensation allowance in X and Z direction (inc) – (with allowance only)
Positive value: Compensation allowance is not removed
Negative value: Compensation allowance is removed in addition to finishing
allowance
mm
DI Distance after which feed interruption occurs - (only for roughing) mm
Set machining
area limits
Limit machining area or not
XA Limit X (abs) – (with limited machining area only) mm
XB Limit X (abs or inc) – (with limited machining area only) mm
ZA Limit Z (abs) – (with limited machining area only) mm
ZB Limit Z (abs or inc) – (with limited machining area only) mm
Relief cuts Machine relief cut elements or not
FR Insertion feedrate relief cut mm/rev
 Loading...
Loading...














