5
ShopTurn Functions 08/2005
5.14 Insertin
G code into the se
uential control
ro
ram
5
♥ Siemens AG, 2005. All rights reserved
5-328 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
Caution
If you use a G code command to move the tool into the retraction zone
specified in the program header, you must also move the tool out
again. Otherwise a collision could occur as a result of the traversing
movements in a subsequently programmed ShopTurn cycle.
In the machining plan of a sequential control program, position the
cursor on the program block after which you want to insert a G
code block.
Press the "Input" key.
Enter the G code commands or comments. The comment must
always start with a semicolon (;).
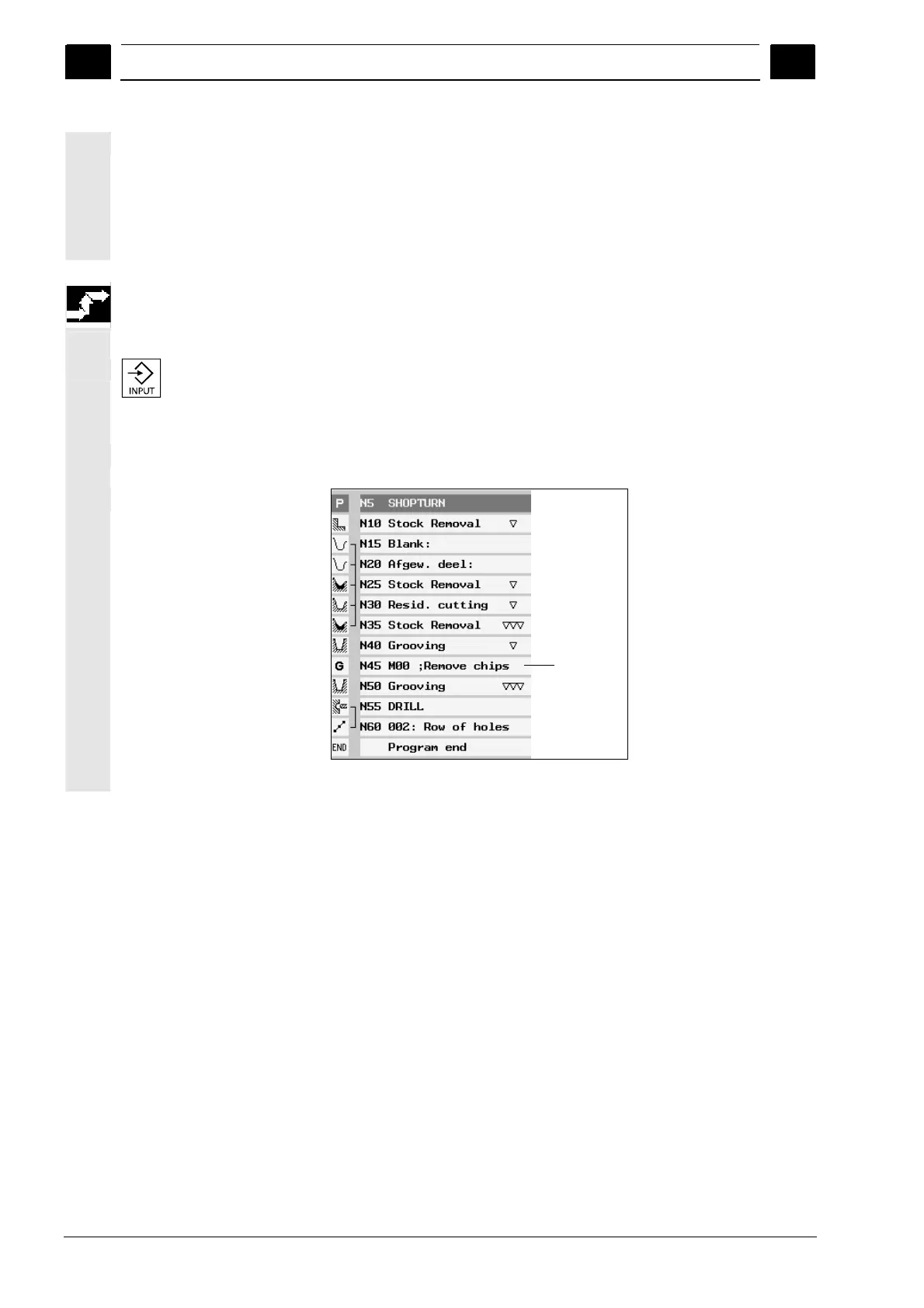
The newly created G code block is marked with a "G" in front of the
block number in the machining plan.
G code block
G code in sequential control program
 Loading...
Loading...














