11
08/2005 Examples
11.2 Contour millin
11
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 11-421
Retraction
simple
XRA
125 abs
ZRA
2 abs
Tool Change Point
Work (WCS)
XT
200 abs
ZT
200 abs
SC
1 inc.
S1
1000 rpm
Unit of measurement
mm
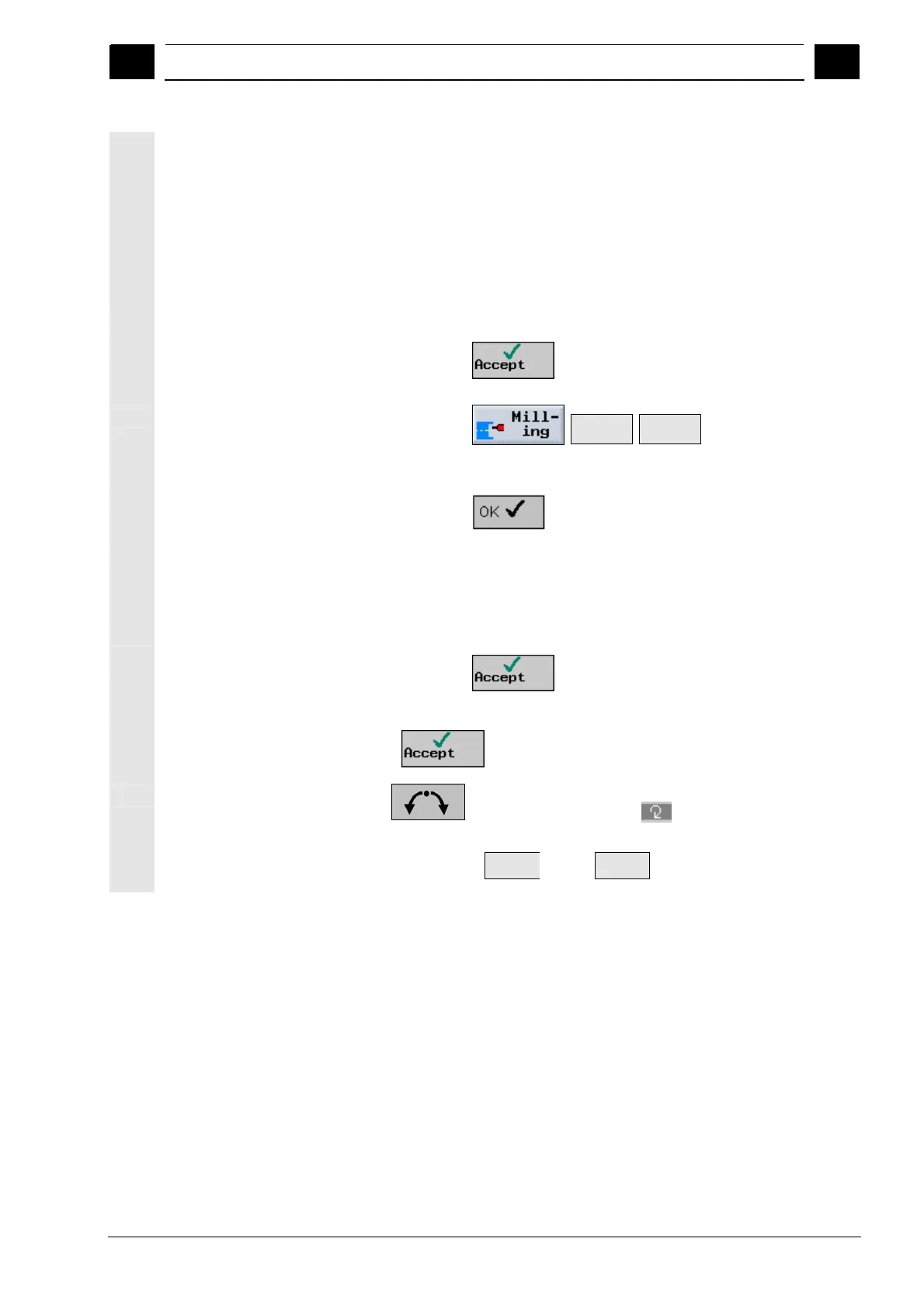
Press the
softkey
3. Input the limiting contour
Press the
Contour
milling
New
contour
softkeys
Input contour name (here: Contour_1)
Press the
softkey
Determine the starting point of the contour:
Position
Front
X
0 abs
Y
-61 abs
Press the
softkey
Input the following contour elements and confirm each with the
softkey:
1.
Direction of rotation
R 61 abs Y -61 abs I 0 abs
Dialog
selection
Dialog
accept
 Loading...
Loading...














